PVC potrubí jsou nováčky v moderní řadě polymerních produktů. První výroba polymerových trubek se datuje před padesáti lety. Zakladateli se staly americké a evropské země. V ruských regionech se výrobky z PVC používají s menším nadšením kvůli podřadnosti technické základny pro rozšířený provoz tohoto typu potrubí v bytovém a komunálním sektoru.

Zavedení inovativních technologií při výrobě polymerních trubek však vedlo k postupnému nárůstu poptávky v potrubním segmentu trhu. Technické vlastnosti, zjednodušený způsob instalace, dlouhá životnost a šetrnost k životnímu prostředí výrobku jsou hlavními výhodami PVC potrubí. Použití tohoto typu potrubí je možné pro přepravu jakýchkoliv kapalin a dokonce i plynů. Pro lepší pochopení výhodných rozdílů mezi PVC trubkami oproti jiným typům polymerů budeme uvažovat o výrobě polyvinylchloridu po etapách.
Materiálová základna a zařízení pro výrobu polymerních trubek na výrobní lince
Výroba PVC trubek zahrnuje výběr vhodné kvality polymerních surovin a seznam speciálního zařízení, kterým je obecně vytlačovací linka.
Materiálová základna
Výroba trubek začíná hledáním vysoce kvalitních surovin – granulovaného polymeru. Pro každý typ potrubí se používají vhodné granule. V případě výrobků z PVC se používá polymer polyvinylchlorid. Aby však trubky byly odolné a technicky dokonalé, je vyrobeno speciální složení s přísadami následujícího typu:
- Katalyzátory potřebné k urychlení chemické reakce. Čím dříve dojde k procesu polymerace, tím vyšší budou pevnostní charakteristiky produktu.
- Inhibiční látky se používají k dosažení opačného účinku a zpomalení chemické reakce. Umožňují vám dosáhnout správné rychlosti celého procesu.
- stabilizační činidla. V zásadě se jedná o chemické sloučeniny používané k tomu, aby dodaly polymeru další odolnost vůči korozivnímu napadení.
- změkčovadla. Speciální látky dávají polymeru zvláštní vlastnost – plasticitu. V důsledku toho se výrobky stávají méně křehkými a náchylnými k vnějšímu mechanickému namáhání.
- Látky s antistatickými vlastnostmi. Odstraňují elektrický náboj vzniklý při výrobě.
- pigmentové materiály. Změňte barvu produktu.

Na moderním trhu existuje obrovské množství druhů trubek
Často se výrobci uchylují k jiným speciálním přísadám a látkám, aby získali individuální vlastnosti. Z tohoto důvodu spotřebitelé upřednostňují jednoho nebo jiného výrobce polymerních trubek.
Zařízení a technologie pro potahování trubek polymerem
Výroba výrobků z PVC probíhá vytlačováním a souborem speciálních zařízení používaných k výrobě je vytlačovací linka. Výrobní proces probíhá v kontinuálním cyklu. Lineární proces probíhá ve fázích jako na dopravníku a zahrnuje následující prvky:
- Extrudér je hlavní součástí výrobního procesu. Skládá se z rámu, matrice, disekčního prvku a držáku trnu. Zde je dodávka granulovaných PVC surovin.
- Chladicí a kalibrační lázně.
- Napínací mechanismus.
- Dělič nebo zařízení pro řezání požadované délky výrobku.
- Stohovač nebo jiné naviják používané pro navíjení potrubí malých průměrů.
Centrování průvlaku vytlačovací hlavy se provádí pomocí stavěcích šroubů. Podle instalované matrice závisí rovnoměrnost tloušťky stěny v děrovaném obrobku.
Krok za krokem proces výroby PVC trubek

Pokud se dříve k jejich výrobě používala pouze ocel, nyní existuje alternativa – plastové trubky pro vytápění.
Výroba PVC trubek nevyžaduje velké náklady na energii a samotný proces je šetrný k životnímu prostředí a je prováděn vysokou rychlostí s nízkými nároky na pracovní sílu. Jedinou negativní nuancí je, že vytlačovací linka se nachází na velkých výrobních místech (přes 100 mXNUMX). Technologie výroby PVC trubek probíhá v uceleném a nepřetržitém cyklu. Tento proces zahrnuje následující kroky:


PVC trubky jsou průkopníky mezi polymerovými trubkami, které začaly svou cestu před více než půl stoletím v zemích Ameriky a Evropy. Na domácím trhu si PVC trubky získávaly svou popularitu extrémně pomalu. To je způsobeno jak konzervatismem spotřebitele, tak nedostatkem plnohodnotného regulačního rámce, který umožňuje široké použití PVC trubek v bydlení a komunálních službách.
Trubky vyrobené z polymerů této skupiny pomalu, ale jistě neustále rozšiřují svůj sektor na trhu potrubních výrobků díky zlepšování jakostních charakteristik potrubí. Toho je dosaženo díky vzniku nejen inovativních technologií pro výrobu PVC trubek, ale také nových způsobů instalace potrubních sítí.
Co se používá jako surovina?
Surovinou pro výrobu PVC trubek je granulovaný PVC polymer.
Pro vytvoření celé řady požadovaných vlastností se při výrobě těchto produktů používá řada přísad:
- katalyzátory, které urychlují průběh polymerační reakce;
- inhibitory používané ke zpomalení nežádoucích procesů;
- stabilizátory, které propůjčují stabilitu výslednému polymeru;
- změkčovadla, která poskytují polymeru potřebné parametry plasticity;
- antistatické přísady pomáhají eliminovat statický náboj;
- pigmenty umožňují získat požadovanou barvu vyrobené trubky.
Ke standardnímu složení mohou být přidány další složky, které dodají produktu určité vlastnosti. Aditiva mají zpravidla zahraniční výrobu.
Zařízení na výrobu PVC trubek
Vytlačovací linka na výrobu PVC trubek zajišťuje kontinuální cyklus, skládající se z fází vytlačování (protlačování materiálu formovacím otvorem), kalibrace a chlazení v lázních, tažení, řezání trubky na danou délku a pokládání hotového výrobku .
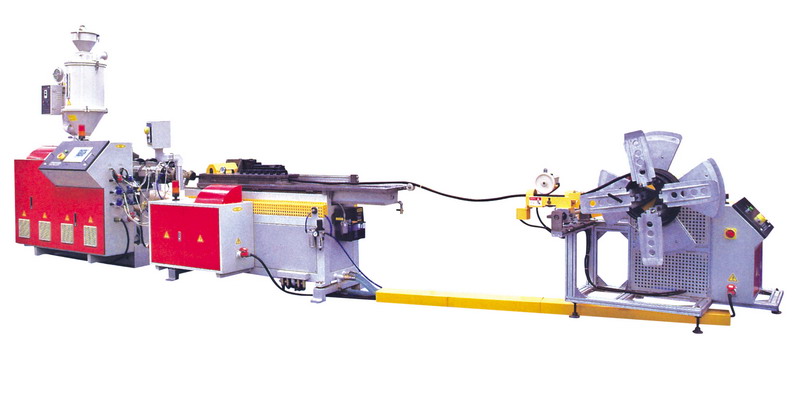
Linka na vytlačování PVC trubek
Vytlačovací linka zahrnuje:
- extrudér sestávající z vytlačovací hlavy a granulárního přiváděcího systému;
- vany určené pro kalibraci a chlazení potrubí;
- tažné zařízení;
- mechanismus pro řezání výsledné trubky na odměřené délky – kotoučové řezačky nebo gilotinové nůžky;
- stohovač nebo automatický navíječ pro trubky malého průměru.
Vytlačovací hlava může mít konstrukční řešení v podobě jednoho bloku s přírubou pro upevnění na materiálový válec. Skládá se z těchto prvků: tělo, matrice, dělič, držák trnu.
Matrice je vystředěna vzhledem k poloze trnu pomocí seřizovacích šroubů. Rovnoměrnost tloušťky stěny trubky podél průměru závisí na přesnosti centrování.
Německá společnost “Krauss Maffei” se specializuje na výrobu vysoce výkonných vytlačovacích linek pro výrobu tlakových i netlakových PVC trubek. Chemkor CJSC, největší závod na výrobu PVC trubek v Rusku, používá několik takových linek. Kvalita produktů vyráběných závodem se zvýšila díky zavedení gravimetrického dávkovacího systému pro surový polymer.
Technologie vytlačování pro výrobu PVC trubek
Proces výroby trubek z polymerů je poměrně jednoduchý, ekologický, vyžaduje málo práce a elektrické energie. Plocha potřebná pro instalaci a provoz kompletní linky na výrobu plastových trubek je pouze asi 100 m 2 .

Výroba PVC trubek začíná plněním granulovaného polymeru do násypky extrudéru. V extruderu šnek vyrobený z vysoce kvalitní nitridované oceli rotující uvnitř materiálového válce míchá přiváděný granulát. Během rotace se materiál zahřeje na předem stanovenou teplotu.
Roztavený polymer se přivádí do vytlačovací hlavy, kde působí jako tvarovací prvky válcových ploch:
- trn – je zodpovědný za tvorbu vnitřního průměru,
- matrice podílející se na tvorbě vnějšího průměru.
Na výstupu z vytlačovací hlavy se získá plastifikovaný předvalek ve formě trubky. Aby předvalek trubky získal požadované hodnoty vnějšího a vnitřního průměru a zároveň zajistil tloušťku stěny jednotné v průměru, je kalibrován ve vakuovém kalibrátoru (lázni).
Kalibrátor je nerezová nádrž dlouhá tři metry, na jejíchž koncích jsou instalovány gumové manžety pro zajištění těsnosti.
Kalibrační zařízení vnějšího průměru je umístěno v přední části vany a je to válec z nerezové oceli se středovým otvorem o stejném průměru jako trubka. Přes membránu kalibračního zařízení vstupuje potrubí do chladicí lázně, která je rovněž udržována pod vakuem.
Pro rovnoměrné natahování trubky se používají tažná zařízení housenkového nebo pásového typu. Řezání trubek se provádí kotoučovými pilami nebo gilotinovými nůžkami. Na konci linky jsou umístěna zařízení pro stohování produktů na speciální stojan nebo pro navíjení trubky malého průměru. Tato zařízení mohou pracovat v manuálním i automatickém režimu.

Výroba kanalizačních PVC trubek, které patří do kategorie netlakových trubek, může být zaměřena na výrobu trubek s jednovrstvou stěnou (monolitické trubky) nebo s třívrstvou. Vnější vrstvy třívrstvé trubky jsou vyrobeny z panenského uPVC. Mezivrstva má porézní strukturu a je vyrobena buď z našeho vlastního recyklovaného uPVC, nebo z recyklovaného polymeru třetí strany.

Výroba vlnitých PVC trubek se nejčastěji provádí metodou dvoušnekového vytlačování dvouvrstvých trubek. Vnitřní povrch je hladký válcový, vnější povrch je vlnitý zvlněný. Obě stěny jsou vyráběny současně metodou za tepla a tvoří jednu monolitickou konstrukci. Dutiny vytvořené mezi vnější a vnitřní stěnou usnadňují konstrukci trubky. Vnější vlnitá stěna přispívá k dosažení požadované prstencové tuhosti.
Procesní inovace
Jednou z novinek ve výrobě PVC trubek je výroba biaxiálně orientovaných trubek. Tyto výrobky mají vysokou rázovou houževnatost a další mechanické vlastnosti při současném snížení tloušťky stěny, hmotnosti trubky a následně i její ceny.
V současné době se používají dva způsoby biaxiální orientace PVC trubek:
- Dvoustupňová dávková metoda spočívá ve vytlačování produktu a jeho následné biaxiální orientaci ve dvou různých instalacích. Tato výroba je značně energeticky a pracovně náročná, ale umožňuje získat produkty velmi vysoké kvality.
- U druhého způsobu se vytlačování s orientací v obou směrech provádí na stejné lince. Tato výroba vyžaduje vysokou kvalifikaci, v malovýrobě je nerentabilní.
Vzhledem k tomu, že výroba PVC trubek není příliš složitý a pracný proces a poptávka po takových výrobcích se neustále zvyšuje, je tento směr slibný pro ty, kteří chtějí organizovat své vlastní podnikání. Doba návratnosti investovaných prostředků závisí na stupni vytížení zařízení. Při 50% zatížení vytlačovací linky se náklady vrátí zhruba za rok.





