Při výrobě konstrukcí, které používají válcovaný kov, je někdy nutné použít k vyztužení profilové trubky stroj pro kutily. Problém nastává, protože takové polotovary jsou vyrobeny z tenkostěnného kovu. Pro zvýšení pevnosti jsou proto potřeba další žebra.
Profilové trubky se používají při vytváření kovových konstrukcí. Často docela úspěšně nahrazují kov válcovaný za tepla. Hmotnost kovu ve svařovaných čtvercových nebo obdélníkových potrubích je 5. 7krát menší než u dlouhých výrobků. Někdy se však pevnost ukáže být nižší, než je požadováno při návrhu.
Rozsah profilových trubek
Profilová trubka v rozvodné síti se prodává v segmentech o délce 6m
Tenká plechová profesionální trubka má řadu nepostradatelných vlastností:
- přítomnost obdélníkového nebo čtvercového průřezu poskytuje poměrně vysokou odolnost vůči ohybovým vlivům;
- proti kroucení tento typ sekce docela úspěšně funguje;
- s malou hmotou je prostorová konstrukce schopna odolat značnému statickému a dynamickému zatížení;
- takové polotovary lze snadno řezat na danou velikost;
- materiál je snadno svařitelný všemi druhy svařování;
- polotovary z profesionální trubky jsou dodávány na místo instalace a poté poměrně rychle a snadno sestaveny do hotového výrobku;
- používá se jako kovový rám, je dále opláštěn dokončovacími materiály.

Originální lavice, která využívá trubky ohýbané do dvou různých poloměrů
Průmyslové podniky a řemeslníci ve svých dílnách vyrábějí širokou škálu výrobků z profilové trubky. Nejvíce jsou zastoupeny chráněné pozemní stavby. Skleníky a skleníky jsou vytvořeny podle různých schémat:
- se sedlovou střechou. Takové vzory mají tradiční vzhled. Tvoří dva svahy pro odhazování sněhu a dešťové vlhkosti. V takových sklenících je to docela prostorné, stěny stojí svisle;
- obloukový typ. Chcete-li vytvořit takový produkt, musíte nejprve vytvořit oblouky. Používají se zde válce a speciální ohýbací zařízení. S minimálními náklady na kov a buněčný polykarbonát se získá významná plocha izolované půdy. Takové konstrukce jsou vyrobeny podle předem vytvořených výkresů;
- “drop” – speciální typ skleníku. Má špičatou střechu, na které se v zimě prakticky nedrží sníh. Vysoký prostor slouží k pěstování vysokých rostlin. Jsou zde umístěny i poměrně velké stromy a hrozny;
- “Pavilon” je dalším zajímavým typem skleníku. Používá se půlkruhová střecha se svislými stěnami. Takové konstrukce umožňují vytvářet nejen skleníky pro letní pěstování zeleniny, ale používají se i při silných mrazech. Uvnitř zůstává letní teplota, rostou teplomilné rostliny.

Skleníkový “motýl” umožňuje přistupovat k rostlinám ze dvou stran. V horku se stěny zvedají. V chladném počasí jsou sníženy. Chlad se k rostlinám nedostane

Venkovský nábytek z profilových trubek. Jemné vzory mohou být vyrobeny z kovu

Rozpočtové stoly a lavice z profilové trubky jsou mezi obyvatelstvem velmi žádané

Mimo město, ale i v parcích a na místech hromadné rekreace se můžete rádi usadit na pohodlném houpacím křesle

V létě je příjemné být ve sprše. Kabina byla také vyrobena z profilové trubky

Levný a pohodlný altán je žádaný téměř všude. Jsou umístěny v dach, nacházejí místo v místní architektuře. Malá stříška ochrání před sluncem a deštěm

Lehké barové stoličky jsou stručné a docela pohodlné. Můžete je dát do baru, nebo můžete doma.
Nevýhody profilové trubky a řešení
Se všemi výhodami profilových trubek mají také nevýhodu. Výrobci se snaží používat materiály malé tloušťky. Proto je při navrhování dlouhých výrobků nutné pokládat více rozměrových přířezů. Lehkost vzhledu se ztrácí.
Ale domácí konstrukce jsou často vyrobeny z poměrně tenkého výchozího polotovaru. Pro zpevnění profilové trubky před průhybem jsou k ní přidána další žebra. Výsledkem je zvýšená tuhost.
Otázku lze vyřešit poklepáním kladivem na jednu ze stran, rozdrcením okraje. K problému můžete přistupovat racionálněji: vytvořte přípravek, který poněkud změní tvar profilu potrubí.
- pokud valí čtverec shora a zdola, pak je možné dodatečně vytvořit výztužná žebra;
- pevnost v ohybu se zvyšuje o 20. 30 %, což umožňuje použití trubek menších formátů pro jednu nebo dokonce dvě standardní velikosti.
V důsledku toho mistr šetří materiál, vytváří lehčí a zajímavější design.
Návrh zakružovačky domácího typu
Chcete-li válcovat profilovou trubku, musíte vytvořit jednoduché zařízení, ve kterém budou implementovány následující nápady:
- potrubí se pohybuje mezi vodícími ložisky instalovanými s malou mezerou (0,2 . 0,4 mm);
- budou na něj shora i zespodu tlačit profilovací válce. Při zatlačení obrobku mezi ně dojde k rozdrcení horní a spodní strany. Boční plochy se nezmění.
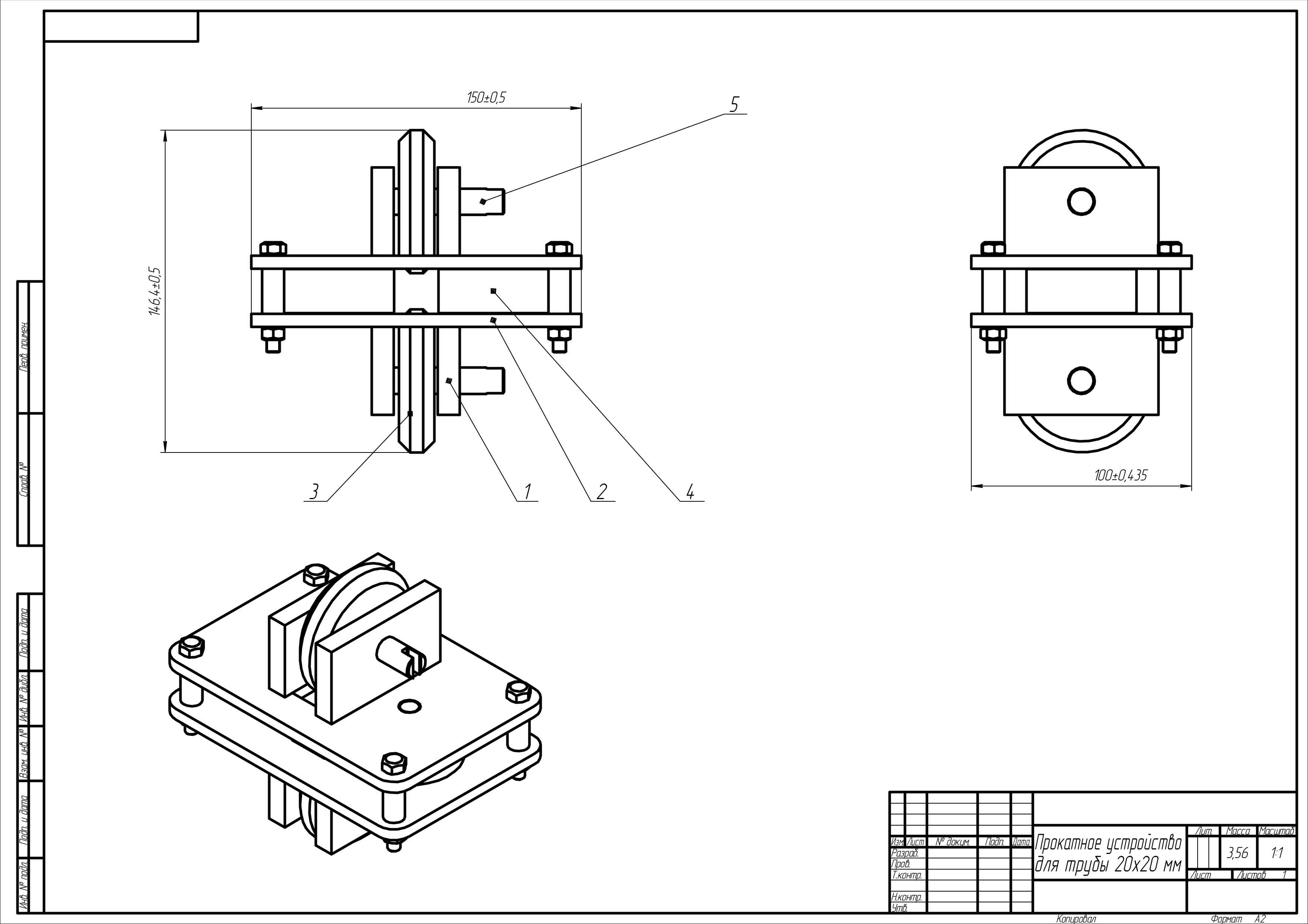
Válcovací stroj na profilování trubek 20 20 mm: 1 – hřeben; 2 – kryt těla; 3 – váleček; 4 – ložisko
Mezi horním a spodním víkem skříně 2 jsou na speciálních osách umístěna ložiska 4. Vzdálenost je zvolena tak, aby s malou mezerou mezi nimi mohla procházet profilová trubka.
Válcované výrobky jsou vyráběny dvěma válečky 3 namontovanými na speciálních stojanech 1. Jsou přivařeny k tělesům tak, že válečky drtí trubku o 2,0 . 2,5 mm na každé straně.
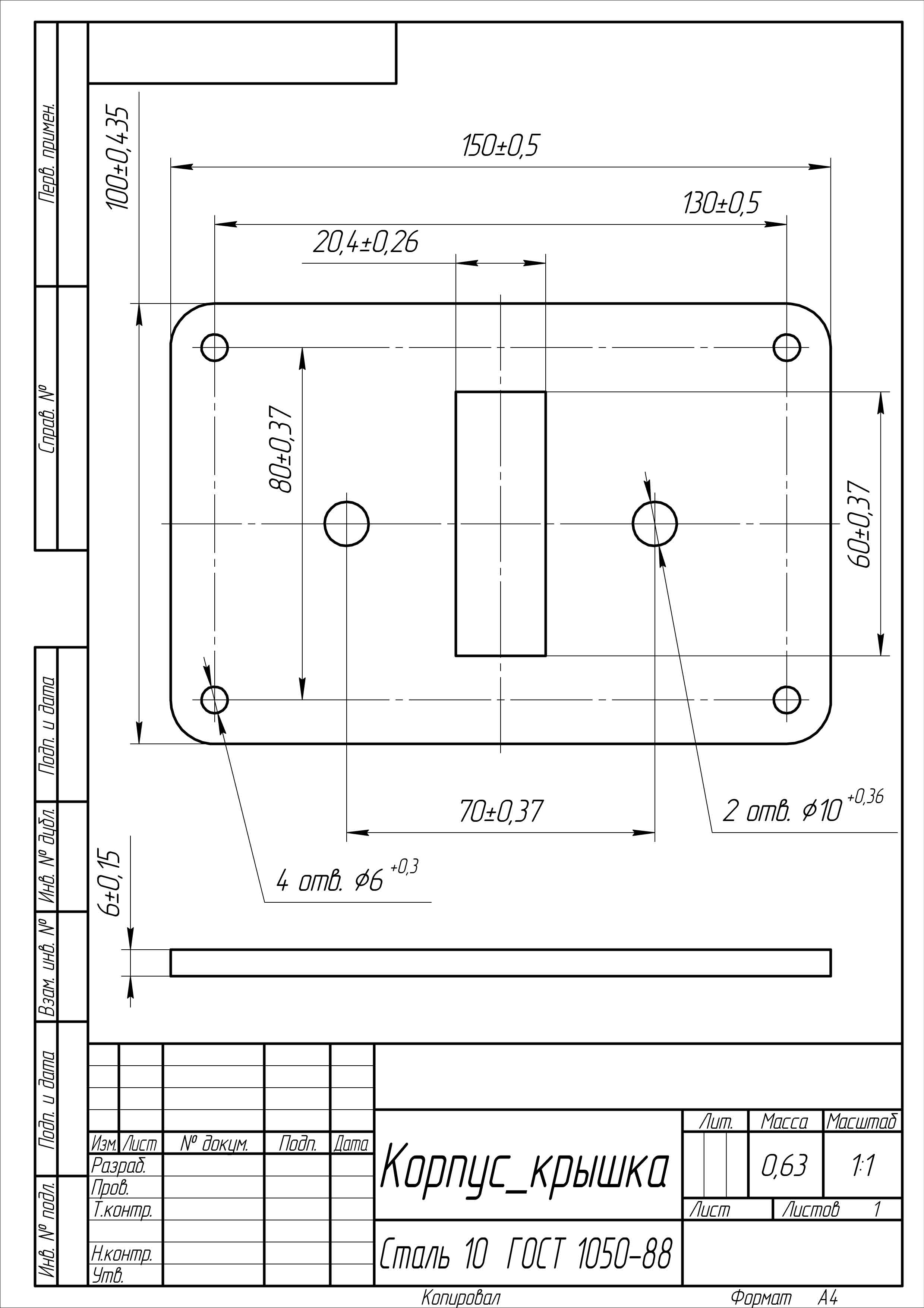
Kryt těla je vyroben z plechu o tloušťce 6 mm
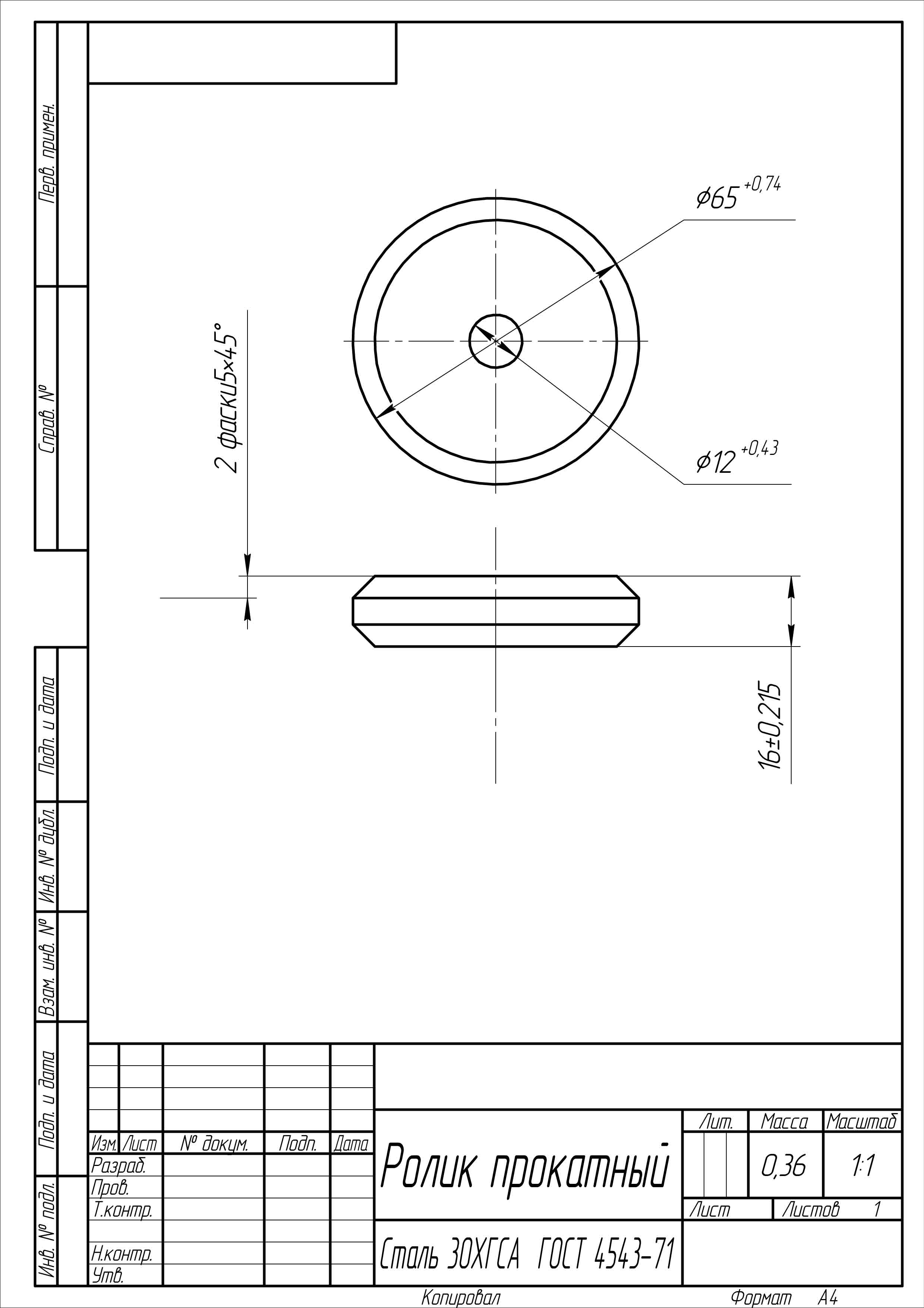
Válec musí být vyroben z konstrukční oceli se zvýšenou pevností. Můžete použít pružinovou ocel 65G
Pro výrobu stojanu nevyžaduje použití drahého materiálu. Vhodná ocel běžné kvality
Konstrukce umožňuje použití rukojeti pro otáčení válce. Podobné rukojeti se používají na pračkách vyrobených v osmdesátých a devadesátých letech minulého století. Lze je nalézt ve skladech kovů a ve sběrnách kovového šrotu.
Postup výroby přípravku krok za krokem
Aby bylo jasnější, jak zařízení funguje, musíte pochopit jeho postupnou výrobu.
| Vyrobí se válcovací stroj, který bude vytvářet pravidelné vyboulení na povrchu trubky. |
| Nejprve se vybere požadovaný materiál obrobku. Dělají se značky pro budoucí řezy. |
| Dvě ložiska budou umístěna na desce ve vzdálenosti, která odpovídá velikosti potrubí. |
| Vrtací centra pro ložiskové nápravy jsou označena. Nastaví se poloha profilované trubky, kterou bude při profilování zaujímat. |
| Jako sekery budou použity speciální válce. Jejich vnější průměr odpovídá vnitřnímu průměru ložiskového kroužku. Je vytvořena speciální drážka, která půjde dovnitř krytů (horní a spodní). |
| Válec bude vyroben z pružinového ocelového plechu. |
| Probíhá značení budoucího videa. Stanoví se poloha středu. |
| Vnější profil se kreslí kružítkem. Výroba bude probíhat bez použití soustruhu, takže proces bude poněkud složitější než obvykle. |
| Vyvrtané otvory pro nápravy. Válečky jsou ucpané uvnitř ložisek. Byly instalovány ve víku. |
| Je nutné vytvořit vnitřní řezy. Objeví se v nich válečky. |
| Po podélném řezání se provádí příčné řezání. Je nutné provést zpracování na obou stranách. Pak bude kvalita produktu vyšší. Současně se odstraní otřepy. Ostré hrany jsou otupené. |
| Spodní kryt a ložiska jsou již nainstalovány. Horní část je umístěna nahoře. Nyní je zajištěna tuhost samotného zařízení. |
| Montáž dokončena. Nápravy je potřeba svařit. Pak získáte jednodílnou konstrukci. |
| Nejprve se svaří pouze hroty. Poté se provede opaření. Nezapomeňte zkontrolovat snadnost otáčení ložisek. Pokud dojde k potížím s jejich rotací, musíte najít příčinu a odstranit ji. |
| Je čas na kolečkové brusle. Musíte použít úhlové brusky, abyste vypadali blízko kruhu. |
| Upněte obrobek do svěráku a vyvrtejte otvor. Průměr je 12 mm. |
| Uvnitř je vložen šroub a poté je matice utažena. Potřebujete malou stopku, kterou lze upnout do sklíčidla elektrické vrtačky. |
| Pomocí brusky a vrtačky můžete simulovat proces soustružení kulatého dílu na soustruhu. Nejprve se zpracuje kruh. Dosáhněte stejné vzdálenosti od středu. |
| Dále se odstraní úkosy. Ve středu válečku je průměr větší než průměr koncových částí. Poté bude získán požadovaný profil na potrubí. |
| Jsou viditelné jasné okraje. Budete muset vyrobit dva takové válečky. |
| Polotovar je v rukou mistra. Je určena výška stojanu, který bude potřebný pro montáž válečků. |
| Kontroluje se kvalita obrobků. Musí být totožné. |
| Takto bude váleček vyčnívat dovnitř přípravku. |
| Obě strany budou fungovat. |
| Po montáži a výpočtech je stojan vyříznut. Vyžaduje kov širší (10 mm). |
| Stojan je připraven. Musíte se zbavit otřepů. |
| Po vyčištění získá díl prodejný vzhled. |
| Osa je nastavena. Každá jednotka je sestavena a válečky na stojanech jsou zkontrolovány, aby se zjistilo, jak se otáčejí. Jak snadný je jejich pohyb. |
| Vyrábí se vzorek. Ve skutečnosti to musíte zkoušet častěji, abyste se později nespletli. |
| Stojany jsou připevněny k tělu na obou stranách. |
| Po bodování a kontrole vzdáleností a snadného otáčení jsou díly kompletně svařeny. |
| V první možnosti bude produkt testován. Pro snadný pohyb na krátkých obrobcích jsou svařeny dvě rukojeti. Profilování bude provedeno jednoduchým tažením po potrubí. |
| Z této strany bude začínat konec profilové trubky. |
| První test zařízení. Položí se potrubí a pak se shora aplikuje tlak. |
| Je vidět, jak se na povrchu tvoří nový profil. |
| Nyní můžete upnout jeden konec do svěráku a pokusit se táhnout přípravek podél obrobku. |
| Musíte dělat pohyby tam a zpět. Válečky je nutné namazat olejem, budou se pak lépe otáčet na svých osách. |
| Každý zdvih je přibližně 80. 90 cm U dlouhé trubky budete muset provést alespoň 8. 10 trhnutí. Proto je potřeba otočná rukojeť. Potom bude pohyb obrobku plynulejší. Bude zapotřebí méně úsilí. |
| Zde je trubka získaná v důsledku jejího zpevnění. Může být použit pro skleník nebo pro výrobu jakéhokoli jiného produktu. |
Výsledkem je jednoduché zařízení, které pomůže zpevnit profil obrobku.

Zpevňování profesionální trubky válcováním je technologická operace, při které vzniká žebrovaný povrch.
Pro tyto účely se používá speciální stroj. Mohou být stacionární a stolní.
Díky vyztužení je „upravená“ profilová trubka schopna vydržet vyšší ohybové zatížení než běžná profesionální trubka.
Kromě toho obrobek získává krásný vzhled, který umožňuje jeho použití pro dekorativní účely.
V dnešním článku vám řekneme, jak vyrobit stolní mini stroj pro vyztužení profilové trubky vlastníma rukama v dílně nebo garáži.
- plech;
- šestihranná tyč o průměru 32 mm;
- ložiska;
- ocelový kruh;
- pouzdrová ložiska.
Nápad vyrobit tuto verzi podomácku vyrobeného válcovacího stroje na profesionální dýmku patří autorovi YouTube kanálu Sek Austria.
Hlavní fáze práce
Nejprve je třeba vyrobit horní (tlakovou) hřídel, která vytvoří žebrovanou plochu na obrobku z profilové trubky.
Chcete-li to provést, odřízněte kus požadované velikosti z šestihranné tyče. Na soustruhu vyvrtáme otvor do obrobku.
V zásadě můžete místo šestihranné tyče použít velkou šestihrannou matici, do které také vystružujete díru na soustruhu nebo vrtačce.
Pomocí brusky obrousíme okraje šestiúhelníku, jak je znázorněno na fotografii níže.
Do dílu vyvrtáme otvory, poté jej zahřejeme do ruda plynovým hořákem a rychle ochladíme v oleji.
V další fázi připravíme kus ocelové kulatiny. Položíme na něj šestiúhelník. Přes vyvrtané otvory jej přivaříme k tyči.
Dále z plechu vyřízneme dva kotouče a uprostřed do nich vyvrtáme otvory. Výsledné podložky položíme na ocelovou kulatinu a opaříme.
Výroba pouzdra
Z plechu vyřízneme dvě boční stěny (vyvrtáme do nich montážní otvory a vyřízneme drážku pro přítlačnou hřídel), základnu a horní díl.
Všechny díly svaříme dohromady. Pomocí brusky s kruhem okvětních lístků začistíme svary. Poté přistoupíme k závěrečné části práce.
Montáž domácího stroje
Ve spodní části skříně instalujeme nosnou hřídel z ocelové tyče a ložisek. V horní části pomocí pouzdrových ložisek upevníme tlakový hřídel.
Nakonec zbývá pouze vyrobit rukojeť, kterou připevníme na tlakovou hřídel. Domácí stroj je připraven k použití.
Související videa
Princip činnosti a výkres stroje pro zpevnění profilové trubky
Standardní profilové trubky čtvercového nebo obdélníkového průřezu jsou široce používány ve stavebnictví díky své vysoké pevnosti v ohybu a nízké hmotnosti. V případech, kdy jsou překročeny hodnoty přípustného zatížení, ke kterým dochází při silném ohýbání, dochází k deformaci a roztržení výrobků. K odstranění negativních důsledků umožňuje použití trubek se zesíleným profilem.
Stroj na zpevňování profilových trubek
Zesílení znamená vytvoření žeber v rozích čtvercového nebo obdélníkového profilu při válcování na speciálně tvarovaných válcích.
Trubky se zesíleným profilem se vyznačují vysokou pevností v ohybu a používají se k vytváření zakřivených konstrukcí jakékoli složitosti.
Zpevnění profilu se provádí na specializovaných zařízeních.
Aplikace
Pro získání požadované konfigurace se profilové trubky postupně zpracovávají na strojích pro zpevnění profilu, kovacím blokem a ohýbačkou trubek.
Ohýbačka trubek umožňuje ohýbat profilové trubky v podélném řezu podél daného poloměru. Takové výrobky se používají při instalaci přístřešků, altánů, hledí.
Zesílení je nezbytným krokem při přípravě profilové trubky pro vytvoření zvlnění kováním za studena. Kovací blok umožňuje vytvářet dekorativní prvky z trubek se čtvercovým nebo obdélníkovým průřezem, zakřiveným tím nejbizarnějším způsobem. Výsledné produkty se vyznačují objemem, lehkostí, nízkou cenou.
Výstavba
Stroj na vyztužení profilu principem činnosti a provedením v mnohém připomíná konvenční válcovací stroj.
Kromě rámu a pohonu pohybu jsou hlavními součástmi stroje pro zesílení profilové trubky:
- Spodní (nosná) hřídel – 1 ks. Vede, s jeho pomocí se trubky pohybují.
- Horní hřídel je upínací. Provádí deformaci profilu – přitlačuje trubku ke spodní šachtě.
Přívodní a navíjecí hřídele jsou bezpečně namontovány na masivní základně (pouzdru), která musí zajistit stabilitu instalace při provozu. Mechanismus posuvu zajišťuje rotaci hřídelí kolem své osy.
Technologie zpracování
Proces zesílení na nejjednodušším stroji se provádí postupně se dvěma instalacemi potrubí:
- Prvním krokem je instalace trubky na válečky.
- 2. krok – válcování prvních 2 symetrických stran.
- 3. krok – zpětná instalace potrubí (otočení o 90 0).
- 4. etapa – válcování druhých 2 symetrických stran profilu.

Profilový posilovací stroj
Vyztužení profilu se provádí na kovacím stroji za studena vybaveném válečky pro stlačení profilové trubky před jejím ohnutím do zvlnění.

Proces válcování závisí na tloušťce stěny profilových trubek a jakosti materiálu, ze kterého jsou vyrobeny.
Pohonný mechanismus
Podle principu činnosti existují různé typy drátových mechanismů:
Stroj s ručním pohonem se vyznačuje jednoduchou konstrukcí, kompaktností a je určen pro malé množství práce. Pracovat na tom může jen fyzicky vyvinutý člověk. Kov budete muset deformovat pomocí svalové síly.
Stroj s elektrickým pohonem pro zpevnění profilové trubky také nezabere mnoho místa. Funguje z elektromotoru, výkon je vysoký.
Hydraulické zařízení je příliš objemné. Umožňuje válcování profilových výrobků s maximálními rozměry. Určeno pro velké objemy práce.
Funkčnost
Zvýšenému zájmu se těší multifunkční moduly stacionárního typu, které jsou vybaveny:
- válečky pro zpevnění profilové trubky;
- válečky pro vyvalování konců polotovarů ve formě uměleckých prvků;
- kovací blok pro kování za studena.
Všechny operace se provádějí bez seřizování zařízení a výměny nástrojů. Moduly umožňují vyrábět různé dekorativní kované prvky různých velikostí a požadovaného tvaru.
Příkladem víceúčelového zařízení je komerčně dostupná zesilovací jednotka Crow’s foot (PGL) přizpůsobená pro několik operací:
- vyztužení typu “vrana” (krimpování, mačkání);
- válcování konců obrobku.
Po takovém zpracování je trubka zcela připravena k výrobě dekorativního zvlnění na kovacím bloku.
Výroba stroje vlastníma rukama
Ne vždy má smysl pořizovat si profesionální stroj. Pro jednorázové práce jsou vhodnější nejjednodušší instalace svépomocí. Hlavní věcí je mít výkresy, pečlivě prostudovat princip zařízení a fungování stroje, vybrat vysoce kvalitní materiály pro obrobky a potřebné nástroje pro montáž.
systém
Schematické schéma stroje pro válcování 2 typů profilových profilů v sekci. Na jeho základě si můžete udělat představu o designu a rozhraní hlavních komponent a principu zpracování potrubí. V tomto případě je hnací hřídel horní.

Součásti
Komponenty válcovny nesmí mít třísky, výmoly, mít slušnou bezpečnostní rezervu a být vyrobeny z určitých jakostí oceli.
Hřídele, nápravy jsou obráběny na soustruhu. Některé součásti lze zakoupit v obchodě nebo je odstranit z jiných mechanismů, například:
- samostředící valivá ložiska (4 ks);
- hvězdičky (4 ks);
- řetěz z kola, mopedu.
K sestavení rámu (základny) budete potřebovat válcovaný kov (kanál, trubky), plechy o tloušťce 5-10 mm. Základna zajišťuje stabilitu jednotky během provozu.

Válečky (2 ks od každého typu) pro vyztužení profilu nejlépe opracovat z legované oceli, pro malé množství práce jsou vhodné i St3, St10. Polotovary rolí jsou podrobeny vytvrzení.
Válce a nápravy musí být mnohonásobně pevnější než zpracovávané trubky. V opačném případě bude nutné válečky často vyměnit za nové. Tvrdost válečků na profesionálních instalacích je minimálně 52 HRC.
Nástroje
Při sestavování stroje budete potřebovat dovednosti (a také příslušné vybavení):
Upevnění svařováním v některých místech lze nahradit závitovými spoji.
- vrtačka se sadou vrtáků;
- klíče různých velikostí;
- úroveň pro nastavení horizontální linie;
- posuvné měřítko, svinovací metr.
Konstrukce příchozích dílů
Podél okrajů válečků jsou opracovány speciální válečky, které bezpečně fixují polohu trubky během válcování.

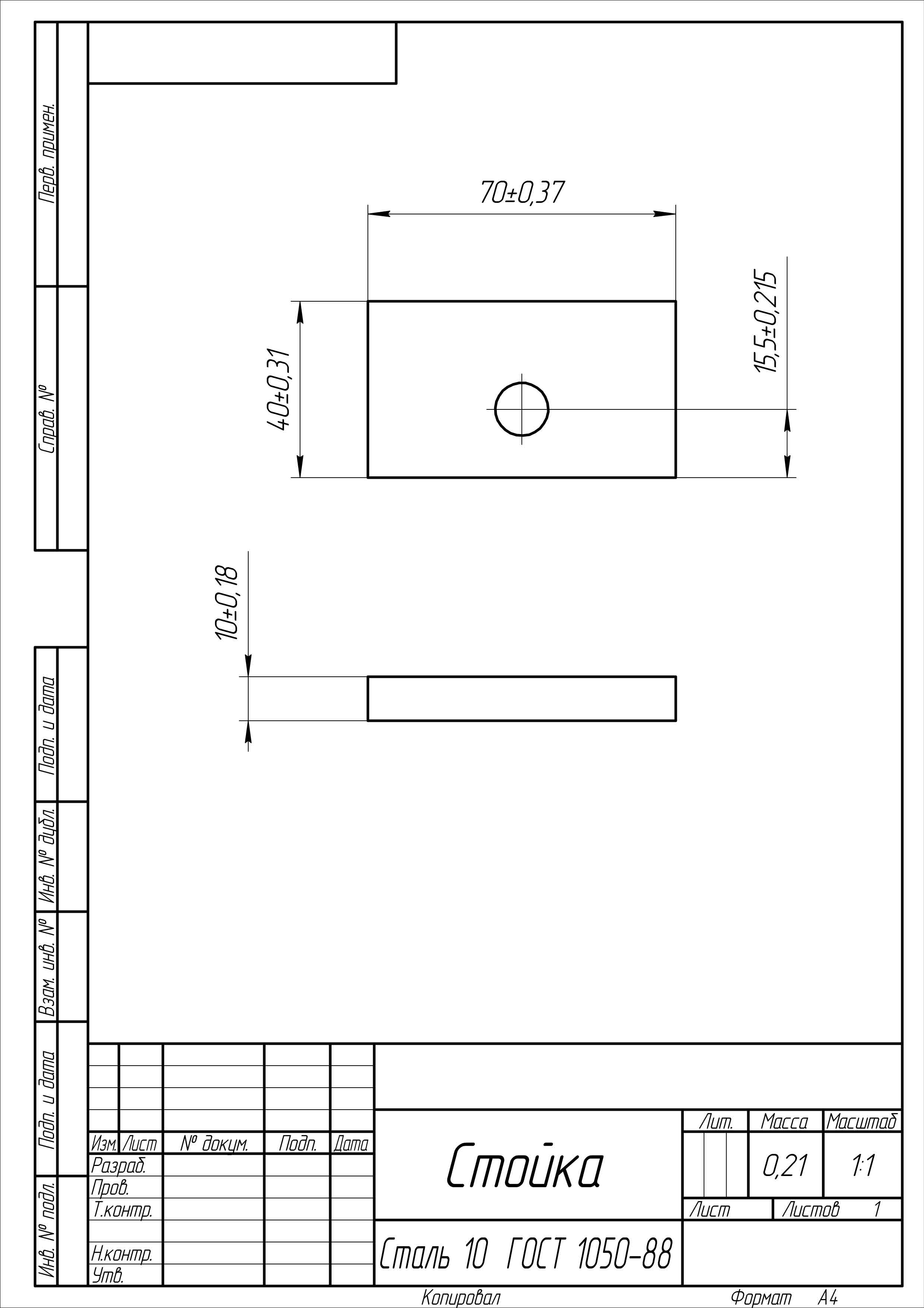
Rozměry válečků pro protahování profilu získáte ze stavebnice z profesionálních instalací. Výkresy válečků a náprav podle získaných rozměrů není těžké vyvinout vlastními silami. Níže je ukázkový výkres.

Válcování každé velikosti profilu se provádí válečky odpovídajících velikostí. Není snadné vyrobit model s odnímatelnými prvky, z tohoto důvodu se doporučuje vyrobit válečky pro zpevnění profilové trubky při montáži stroje vlastními rukama ve více stupních. To umožní zpracování trubek různých velikostí bez opětovné instalace válců.
Obě nápravy mají stejné rozměry, ale různé délky. Na delší ose (náběh) zafixujte rukojeť pohybu. Níže je nákres osy se sedlem pod rukojetí.

Nákres osy se sedlem pod rukojetí
Montážní práce
Rám vzniká postupně tak, jak se montují ostatní díly. Jednotlivé prvky základny jsou vzájemně spojeny svařováním nebo velkorozměrovými šrouby.
Vzdálenost mezi horní a spodní osou závisí na průměrech válců. Při absenci přesných montážních výkresů jsou rozměry mezi nápravami určeny empiricky:
- nainstalujte válečky na osu;
- změřte vzdálenost mezi nápravami;
- vyvrtejte otvory na bočních stěnách rámu pro instalaci ložisek;
- poté jsou nápravy odstraněny na stranu, jsou zapojeny do instalace ložisek.
Spojení nápravy a válečků se provádí několika způsoby:
- pomocí hmoždinky o velikosti cca 8×8 mm;
- svařování přes předvrtané slepé slepé otvory vyrobené vrtákem o velkém průměru.
Druhý způsob je k dispozici, pokud je k dispozici stroj pro ruční obloukové svařování nebo poloautomatické svařování.
Dále se osa vloží do ložiska, které je předem upevněno ve skříni, předpřivařené ke stěně rámu zevnitř. Spolehlivost upevnění – max. Nejprve jsou nápravy s válečky instalovány v boční stěně rámu, kde má být umístěn řetězový pohon. Poté se nápravy vloží do ložisek upevněných na 2. boční stěně rámu.
Po instalaci hlavních prvků je rám zesílen:
- svařovací švy;
- závitové spoje.
Montáž řetězového mechanismu v praxi také probíhá s určením rozměrů na místě:
- 1. ozubené kolo je instalováno na spodní nápravě;
- na horní ose – 2. ozubené kolo;
- zkuste na řetězu, načrtněte umístění dalších 2 hvězd.

Válečky by se měly s napnutým řetězem bez problémů otáčet. Rukojeť je k hnací nápravě přivařena jako poslední.

Pro mechanismus posuvu pohybu ve formě šnekového převodu je třeba zásobit se převody správné velikosti.

Mechanismus posuvu pohybu
Doporučení
Na souosost válců jsou kladeny zvláštní požadavky: musí být umístěny ve stejné vertikální rovině a být přísně rovnoběžné. Jakékoli vyosení povede k nerovnoměrnému stlačení profilu, což výrazně sníží kvalitu válcovaného výrobku.
Stroj vyrobený doma speciálně pro zpevňování tvarových trubek by během provozu neměl představovat nebezpečí pro člověka. Při montáži byste měli:
- Zajistěte všechny pohyblivé části co nejbezpečněji. Eliminujte jejich odskok během provozu.
- Zajistěte ochranné žaluzie.
Správně sestavené domácí instalace nejsou z hlediska kvality vyráběných produktů horší než profesionální modely.





