Střechy z azbestocementového plechu jsou jedny z nejoblíbenějších. Podobný nátěr lze vidět na střechách soukromých domů, na průmyslových budovách. Břidlice slouží také jako zábrany. azbestocementový plech v této době docela populární. Přirozeně proto vyvstala potřeba zajistit skupinu výroba.
Mimochodem, pokud potřebujete někde uskladnit nářadí nebo materiál, kontaktujte SUN PARK. Skladový areál organizuje nepřetržitou ochranu zboží a zboží, využíváme i moderní účetní systém, v případě potřeby jsme připraveni zorganizovat rozvoz vašeho zboží vlastním vozovým parkem.
Organizuje se nejen v podnicích specializovaného profilu, například v továrnách na výrobu azbestocementových desek, ale také v určitých dílnách v závodech na výrobu stavebních materiálů, továrnách na železobetonové výrobky a dalších podobných. Technologie výroby tohoto materiál pravidelně se zlepšují.
Z čeho se vyrábí azbestocementový plech: materiálové odrůdy
Dnes existují tři druhy tohoto materiálu.
Azbest. Jedním z jeho prvků je azbest. Jedná se o přírodní materiál, díky němu je zajištěna velká pevnost azbestového výrobku. Z většiny azbestových vláken, rozpadlé během výrobního procesu, objeví se kotevní síť.
Žehlička. Našel uplatnění v různých stavebních oborech a odvětvích. Základním materiálem pro výrobu je ocel potažená vrstvou zinku. Pro zvýšení odolnosti a spolehlivosti jsou tyto plechy potaženy polymerními sloučeninami. Výroba azbestocementový plech tohoto typu je organizován na speciálním zařízení určeném pro výrobu profilovaných plechů.
ondulin. Jeho vzdělání na trhu stavebních materiálů je samozřejmě zásluhou výrobce z Evropy. Právě profesionálové z evropských zemí nahradili azbest, jehož určité varianty mohou být pro člověka nebezpečné, jinými prvky, jako jsou skleněná vlákna, celulóza, čedič a jutová vlákna.
Přesto, podle standardu tohoto stavebního materiálu, břidlicevyrobený ze směsi azbestu a PC cementu s přídavkem vody.
Způsob a zařízení pro výrobu
Výrobní proces bere v úvahu provedení konkrétního technologického cyklu:
- připravit dužinu;
- vzít ven;
- formulář;
- vydrží tlak;
- nařezat na velikost.
Buničina se připravuje z chryzolit-azbestových vláken, PC cementu a vody. Dále se do něj přidává plniva z celulózy a sklolaminátu. Pomáhají zvýšit vyztužení plechů a zvýšit jejich pevnostní parametry.
Celulóza a skleněná vlákna nejen zlepšují technická specifika břidlice, ale na jedné straně zvyšují jejich ekologickou bezpečnost, protože to snižuje procento obsahu ve složení. azbestových vlákena za druhé, aby byly hospodárnější, protože se sníží náklady na výrobu, protože chryzolitový azbest je dost drahý.
Postupem času tato popularita materiál pravidelně rostla a bylo možné zajistit dostatečnou produktivitu na směnu pouze automatizací výroby.
Princip činnosti linky
Výroba azbestocementového plechu je organizována na technologických linkách, které plně zajišťují celý výrobní cyklus. Zahrnuje přípravu komponent a jejich fúzi a uvolňování hotového produktu.
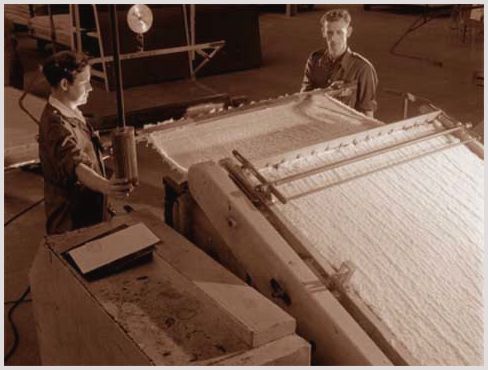
Příprava a extrakce buničiny. Proces probíhá ve specializovaných vodovodních kohoutcích. V nich se surové prvky navzájem stejně ruší vodou. Poté se z připravené kompozice pomocí specializovaného nástroje odebere množství materiálu, které je nutné k vytvoření listu. Konstrukce odsavače umožňuje průtok vody. Když hlavní hmota kapaliny vyteče, směs se přivádí do další sekce.
Lití. Požadovaný profil se získá z obrobku pomocí formovače. Zbývající zbytková voda je odčerpána během procesu formování pomocí vývěvy.

Lisovaný polotovar, který prošel počátečním sušením, je uložen v lisu. Zde je přebytečná kapalina nadále vytlačována a produkt je zpočátku zpevněn.
Lisování. Veškerá další kapalina, oddělená od dužiny a vytlačená, se vrací zpět a znovu se používá ve výrobním procesu produktů. Doba průchodu archů lisem (30–75 s) je dána technologií a závisí na těchto parametrech, jako je typ lisu, tlak, který vykonává, a rychlost posuvu.
Po břidlice po expozici získává konstrukční spolehlivost, jsou řezány na velikost podle azbestocementového listu GOST.
Každý výrobce azbestocementového plechu (vlna, plochý) má dnes nepochybně právo vyvíjet své vlastní specifikace a vyrábět výrobky v souladu s rozměry v něm uvedenými, přesto velký počet z nich dává přednost dodržení GOST.
Přebytečné zbytky produktů jsou recyklovatelné. Bezodpadové výroba umožňuje snížit výrobní náklady.
Výrobky, které jsou již připraveny ve stozích, které jsou umístěny na paletě, jsou přemístěny do skladu, kde stále získávají potřebnou sílu.
Jemnosti výroby azbestocementových výrobků

Zahraniční výrobci již dlouho získávají tvar vlny kvůli specializovaným obložením. V Ruské federaci byla tato technologie zvládnuta téměř nedávno, ale nyní mnoho společností výroba organizované na novém vybavení s využitím nejnovějších poznatků vědy a techniky. Týká se to zejména technologických metod lakování hotových výrobků barvou pomocí silikátových a fosfátových barviv.
Toto opatření je zaměřeno na zvýšení odolnosti materiálu proti opotřebení. Navíc se jedná o jedinečnou příležitost změnit vzhled krytiny, zábradlí či jiné možnosti její aplikace. Pokud se vlna používá hlavně jako materiál pro zastřešení, pak mohou být fasádní stěny zpracovány ploché, příčky mohou být uspořádány v různých místnostech a budovách, oplocení a další.
Závod Volna je největším podnikem na Sibiři na výrobu vláknocementových výrobků s více než padesátiletou historií. Kapacita podniku umožňuje vyrobit 11 milionů metrů čtverečních krytin ročně, 3,6 milionů metrů čtverečních krytiny. m plochých plechů, 1 milion čtverečních. m fasádních desek, 900 km. potrubí. Plocha, kterou závod zabírá, je 212 tisíc metrů čtverečních. m. Závod Volná je kontinuální high-tech plně automatizovaná a počítačově řízená výroba. Uzavřený způsob vybalování a zpracování azbestu (chrysotil), dodávka cementu a vody, míchání všech složek zcela eliminuje emise chrysotilu a cementového prachu a zajišťuje spolehlivost a hospodárnost výroby.
Závod Volna je uzavřený výrobní cyklus: od surovin až po finální produkt. Použité suroviny jsou dodávány jasně a rytmicky z různých oblastí Ruska a ze zahraničí: chrysotil se těží v oblasti Sverdlovsk a Orenburg; cement cementáren Krasnojarsk a Topkinsky (Kemerovo region); hlavní spotřební materiál používaný při výrobě se dováží z Itálie a Německa. Součástí závodu jsou 2 dílny na výrobu vláknocementových výrobků a 12 pomocných jednotek, které plně vyhovují potřebám hlavní výroby (provádění středních, větších a běžných oprav, modernizace zařízení, údržba budov a konstrukcí.
Závod má 5 výrobních linek:
– dvě linky na výrobu desek z vláknocementového vlnitého profilu 40/150;
– linka na výrobu plochých lisovaných vláknocementových desek;
– linka na výrobu tlakových a netlakových vláknocementových trubek;
– univerzální linka na výrobu plechů vláknocementových vlnitých profilů 51/177 a 40/150 (v závislosti na poptávce po výrobcích).
1.1 Obecný popis technologie výroby vlnité břidlice
Technologický proces výroby produktů chrysotilového cementu (c / c) je rozdělen do několika hlavních fází:
1) vytvoření směsi azbestu několika skupin a jakostí, načechraní chrysotilových vláken, důkladné promíchání chrysotilu a cementu ve vodě, dokud se nezíská homogenní hmota;
2) lisování z chemicky čisté suspenze listů s odstraněním většiny vody obsažené v suspenzi a poskytnutím listů požadovaných velikostí a tvarů;
3) vytvrzování bavlněných povlečení, při kterém získávají požadované mechanické vlastnosti.
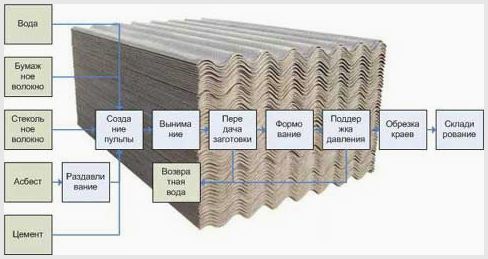
Technologické schéma výroby vlnité břidlice je na obrázku 1.1.
Obrázek 1.1 – Technologické schéma výroby vlnité břidlice
Chrysotile přijíždí do závodu v železničních vagonech a je vykládán v samostatných skladech chrysotilu na speciálních paletách. Chrysotil je dodáván v polypropylenových nebo papírových sáčcích, každý sáček má označení označující zálohu, skupinu a značku chrysotilu, číslo šarže a hmotnost chrysotilu v sáčku.
Portlandský cement pro výrobky z chrysotilového cementu třídy 500 je dodáván cementovým potrubím z čerpací stanice do cementového bunkru. Kapacita zásobníku – 90 tun, objem 60 m 3 .
Palety s předem určenými skupinami a kvalitami chrysotilu jsou dopravovány do dávkovací stanice pomocí nakladače. Poté se sáčky s chrysotilem podle technologického úkolu ručně stohují na pásový dopravník ve vzdálenosti 0,5-1 metru od sebe. Na pásovém dopravníku sáčky vstupují do vybalovacího stroje, kde jsou instalovány kruhové nože pro řezání sáčků. Po průchodu pytlů přes nože jsou vyprázdněné pytle odebírány sběracím zařízením do samostatného akumulátoru a chrysotil prochází skrz provzdušňovací prostředek chrysotil do prachotěsně uzavřeného trubkového šneku, kterým je přiváděn do běžci.
Množství chrysotilu naloženého najednou do vodicích lišt by nemělo překročit 400 kg, naložení větší hmotnosti může vést k poruše pohonu vodicí lišty.
Chmýření chrysotilu se provádí ve dvou stupních: prvním je drcení jehel (hnětení) v licích a druhým je hydraulické načechrání v turbopulveru, tzn. separace drceného jehličí na tenká vlákna a vlákna.
Načechraný chrysotil je nezbytný, aby se hlavní množství cementových částic shromáždilo a zadrželo na vláknech načechraného chrysotilu.
Proces načechranění chrysotilu v běhounech probíhá ve dvou fázích:
– suché zpracování chrysotilu;
– mokré zpracování chrysotilu.
Při suchém zpracování dochází v důsledku složitého působení válců na chrysotil k načechrání (hnětení) chrysotilu v běhounu. Chrysotilové jehly se pod tlakem válců štěpí a drtí, čímž získávají plochý zploštělý tvar. Pro míchání chrysotilu obsahuje konstrukce žlabů škrabky. Vzdálenost mezi škrabkami a miskou běžců by měla být 4-6 mm.





