Hluboké vrtání je zpracování otvorů s velkým poměrem průměru k hloubce.
Při hlubokém vrtání se prudce zhoršují pracovní podmínky vrtáku – obtížný odvod třísek, chlazení řezné části, klesá tuhost vrtáku.
Hlavní potíže při vrtání hlubokých děr jsou:
ve ztížených podmínkách přívodu chladicí kapaliny do řezné zóny a odvodu třísek;
ve vytažení os otvorů;
v chybách ve velikosti a tvaru otvorů v radiálním a podélném řezu.
Vrtáky na hluboké díry zahrnují:
vrtáky chladicí kapaliny
Vrtáky chladicí kapaliny
Nejpokročilejší metodou je přívod kapaliny otvory procházejícími uvnitř peří vrtáku. Nástrojárny vyrábějí řadu provedení spirálových vrtáků s otvory pro chladicí kapalinu (obr. 1) procházejícími stopkou vrtáku nebo radiálními otvory.
Takové vrtáky jsou vyrobeny ze speciálních válcovaných výrobků s otvory pro šrouby, z polotovarů získaných radiálním kováním, válcováním polotovarů pomocí pevných plniv, válcováním trubkových polotovarů, odléváním.
Pro přívod chladicí kapaliny do řezné zóny má tvrdokovová pracovní část otvory kulatého nebo oválného (pro zvětšení objemu procházející tekutiny) tvaru. Trubkové těleso s drážkou vytvořenou plastickou deformací je vyrobeno z oceli jakosti 40Kh nebo 35KhGSA.
Vnitřní dutina tělesa má tvar půlměsíce vzniklého při deformaci; slouží k přívodu chladicí kapaliny do pracovní části a rozhraní s otvory v pracovní části.
Vrtáky tohoto typu mají nejen zvýšenou životnost díky větší délce oproti vrtákům, ale i zvýšenou spotřebu tvrdé slitiny.

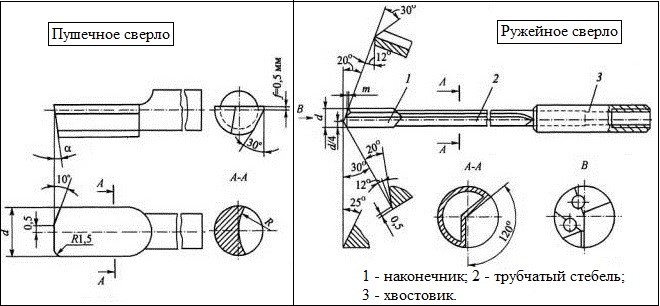
Dělová cvičení.
Pracovní část pistolový vrták představuje půlkruhovou tyč, jejíž plochý povrch je přední plochou (obr. 2, a). Na konci tyče je vytvořena řezná hrana, kolmá k ose vrtáku. Zadní koncová rovina vrtáku je naostřena pod úhlem a = 10. 20°.
Pro lepší vedení má vrták válcovou dosedací plochu, na které jsou řezány plošky pod úhlem 30-45° a reverzní kužel je vyroben řádově 0,03-0,05 mm na 100 mm délky pracovní části. V důsledku toho se snižuje tření vrtáku o stěny obráběného otvoru. Dělová vrtačka pracuje v obtížných podmínkách, má nepříznivou geometrii přední plochy, neposkytuje kontinuální řezný proces, protože je nutné pravidelně vytahovat vrták z otvoru, aby se odstranily třísky.
Dělová cvičení.
Dělové vrtačky (obr. 2, b) mají na rozdíl od pistolových vrtáků vnitřní kanál pro přívod chladicí kapaliny a přímou (někdy spirálovitou) drážku pro vnější odvod buničiny (směs třísek a chladicí kapaliny). Používají se pro vrtání otvorů o hloubce (5)d a průměru 100 mm. Zpočátku se k vrtání hlavně střelných zbraní používalo vrtání se zbraněmi. V současnosti jsou pistolové vrtačky široce používány ve všech odvětvích strojírenství, hlavně pro vrtání hlubokých děr na speciálních strojích ve velkosériové i hromadné výrobě. Jsou vybaveny karbidem a vnitřním chladivem a poskytují vysoký výkon otvoru s minimálním posunem osy, vysokou přesností (H1. H30) a nízkou drsností povrchu otvoru (Ra 8, 9).

Rýže. 2. Vrtáky hlubokých děr
a – dělová vrtačka; b – pistolový vrták
Péřové vrtáky.
Plné rýdlové vrtáky (obr. 3, a) jsou vyrobeny z tyče kováním nebo frézováním řezné části ve formě desky, která je nabroušena do kužele pod úhlem 2φ = 118 °. V tomto případě jsou vytvořeny dva hlavní a dva pomocné břity. Ostřením dvou plochých zadních ploch vznikne úhel hřbetu α = 10…12°. Když se tyto plochy protnou, vznikne příčná řezná hrana (můstek). Pokud jsou čelní plochy ploché, pak mají přední úhly na hlavních břitech záporné hodnoty, což je nežádoucí kvůli nárůstu silového zatížení vrtáku a vzniku vibrací.

Návrh na Obr. (3, b) se používá pro vrtání mělkých stupňovitých otvorů na automatických strojích; umožňuje snížit počet operací a následně i nástrojů. Druhé provedení (obr. 3, c) je prefabrikovaný rýdlový vrták s řeznou výměnnou deskou upevněnou v tyči libovolné délky. Rýže. 3. Rýčové vrtáky:
celý; b – pro vrtání stupňovitých otvorů;
c – prefabrikované, s vnitřním tlakovým chlazením
Výhody rýčových vrtáků jsou jednoduchost designu a také možnost jejich výroby libovolného průměru a délky i v podmínkách opraváren.
Nevýhody pérových vrtáků zahrnují:
obtížné podmínky pro odstraňování třísek;
sklon k vibracím v důsledku nízké tuhosti řezné části;
malá rezerva pro přebroušení;
nízká produktivita vrtacího procesu kvůli nízkým rychlostem posuvu a kvůli nutnosti periodicky vytahovat vrták z otvoru, aby se uvolnily třísky.
Pistolová vrtačka je nástroj používaný k vrtání průchozích a slepých otvorů, které mají značnou hloubku. Otvory tohoto typu se vyrábějí v hřídelích pro různé účely, ve vřetenech, jakož i v jiných částech vyznačujících se významnou délkou. K tomuto účelu se používají nejen dělové vrtáky, ale také zejména jednobřité a dvoubřité vrtáky s vnitřním odvodem třísek. Vrtání s pomocí posledně jmenovaného se vyznačuje nízkou produktivitou, ale zároveň se hluboké otvory vyznačují vysokou čistotou, geometrickou přesností a přímostí.

Proces hlubokého vrtání na soustružnickém centru
Vlastnosti vrtání hlubokých děr
Vrtání se nazývá hluboké, pokud hloubka vytvářeného otvoru přesahuje pět jeho průměrů. Tato technologická operace se vyznačuje vysokou složitostí a pracností a hlavní podmínkou pro její kvalitní provedení je účinné chlazení použitého nástroje, které se zpravidla provádí pod tlakem.
Aby bylo možné provádět kvalitní a přesné hluboké vrtání, je velmi důležité zajistit správné nasměrování nástroje již na začátku zpracování. K tomu použijte speciální pouzdro vodiče nebo proveďte takový postup pro předem vyrobený otvor o menším průměru.

Kvůli technickým potížím by se hluboké vrtání mělo provádět na speciálním zařízení
Vrták používaný pro hluboké vrtání se nesmí otáčet plnou rychlostí mimo samotný obrobek: to může vést k posunutí řezné části z požadované trajektorie. Při vrtání hlubokých děr dlouhým vrtákem navíc vznikají nepříznivé podmínky pro odvod třísky z obráběcí zóny, což může vést i k oddálení nástroje ze zadaného směru.
Typy vrtáků hlubokých děr
Jako vrtáky pro hluboké vrtání lze použít:
- spirálové vrtáky s válcovou stopkou, jejichž parametry jsou regulovány GOST 886-77 (svou konstrukcí jsou spirálové vrtáky s válcovou stopkou nástroje dlouhé řady, které vytvářejí otvory s hloubkou přesahující hodnotu rovnou 15 průměrům);
- puška, jejíž řezná část je kompletně vyrobena z tvrdé slitiny;
- puška, na jejíž řezné části jsou pájením upevněny desky z tvrdé slitiny;
- puška vybavená nejen hlavními, ale také mezilehlými deskami z tvrdé slitiny;
- vyhazovače, které se používají k provádění hlubokého vrtání na strojích s horizontálním řezným nástrojem;
- dělo, na jehož povrchu je drážka ve tvaru V určená k odstraňování třísek (opracování vrtáky tohoto typu je zastaralá metoda získávání hlubokých děr).
Vrtáky na hluboké díry
S požadavky GOST na vrtáky dlouhých sérií se můžete seznámit stažením dokumentu ve formátu pdf z níže uvedeného odkazu.
Spirálové vrtáky s válcovou stopkou, vyrobené v souladu s požadavky danými GOST 886-77, se vyznačují prodlouženou pracovní částí. V souladu s ustanoveními výše uvedené normy z roku 77 může být takový podlouhlý nástroj vyroben celý z rychlořezné oceli nebo opatřen řeznými vložkami vyrobenými z tvrdokovu.
GOST 886 z roku 77 také stanoví, že chlazení vrtáků tohoto typu může být zajištěno nejen externím, ale také vnitřním přívodem chladicí kapaliny. Spirálové vrtáky, jak uvádí GOST 886-77, lze vyrábět nejen s válcovou stopkou, ale také s kuželovou stopkou. Samotný proces hlubokého vrtání, prováděný pomocí takových vrtáků, lze provádět jak s jejich periodickým vytahováním z vytvářeného otvoru, které je nutné k odstranění vytvořených třísek z něj, tak bez provádění takového postupu. Pokud porovnáme spirálové vrtáky s pistolovými a dělovými vrtáky, pak při použití formovače se výkon vrtání zvýší téměř 8krát.

Příklady pracovních hlav pro pistolové vrtačky
Pistolové a pistolové vrtáky jsou nástroje typu s jedním břitem, které dokážou vytvářet hluboké díry o průměrech v rozmezí 0,5–100 mm. Vrtáky tohoto typu jsou chlazeny otvorem vytvořeným v jejich vnitřní části a třísky vzniklé při zpracování jsou odváděny pomocí speciální drážky vytvořené na jejich vnějším povrchu. Dělové a dělové vrtáky vybavené řeznými tvrdokovovými břitovými destičkami se vyznačují kónickým uspořádáním pracovní části, které zajišťuje lepší vedení nástroje do prostoru opracování.
Vyhazovací vrtáky jsou modernější nástroje pro hluboké vrtání. Díky absenci drážek pro třísky na jejich vnějším povrchu se vyznačují vysokou tuhostí.
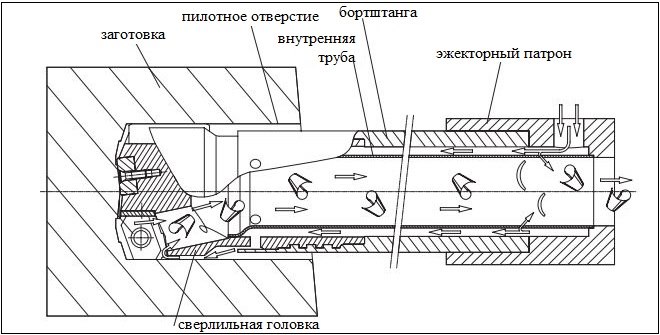
Princip činnosti ejektorové vrtačky
Jak vybrat správný nástroj
Při výběru vrtáků pro hluboké vrtání je třeba vzít v úvahu řadu faktorů:
- průměr a hloubka otvoru, který má být vytvořen;
- vlastnosti zpracovávaného materiálu;
- typ zařízení, které bude použito k provedení zpracování.
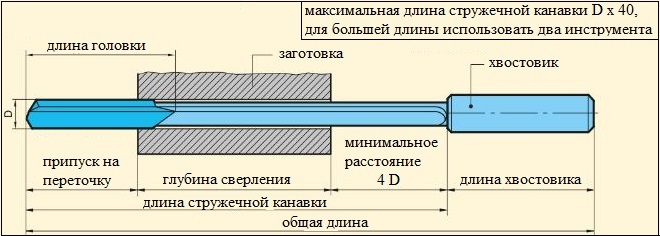
Schéma pro výpočet délky vrtáku při práci na univerzálním stroji
Je třeba mít na paměti, že zařízení, na kterém bude takový vrták instalován, musí být navrženo speciálně pro hluboké vrtání.
Před zahájením vrtání byste měli zvolit optimální rychlost otáčení a posuv řezného nástroje a také zajistit jeho účinné chlazení. Pro materiály, které při řezání tvoří dlouhé třísky, je nejlepší použít vrták s leštěnými drážkami.
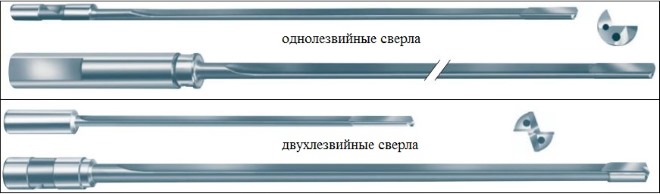
Pistolové vrtáky mohou být jednoduché nebo dvojité
Etapy technologie
Proces vrtání hlubokých děr se provádí v následujícím pořadí.
- Nejprve se s tolerancí H8 vyrobí vodicí otvor.
- Nízkofrekvenčně rotující nástroj je přiveden na povrch obrobku, který má být obráběn.
- Zahrnují požadovanou rychlost otáčení vrtáku a rychlost jeho posuvu, zajišťují přívod chladicí kapaliny do zóny zpracování.
- Otvor se vyvrtá do požadované hloubky bez vytažení nástroje.
- Pokud se pro hluboké vrtání použije velmi dlouhý nástroj, pak se prvních 25 mm hloubky otvoru zpracuje za snížených řezných podmínek – 75 % jmenovitých.
- Po dosažení požadované hloubky vrtání se vypne přívod chladicí kapaliny do zóny zpracování.
- Po dokončení vrtání je nástroj rychle odstraněn ze zóny zpracování a jeho rotace se zastaví.
Existuje několik dalších technologií vrtání hlubokých děr, ale výše uvedená je nejběžnější, která se používá ve většině případů.





