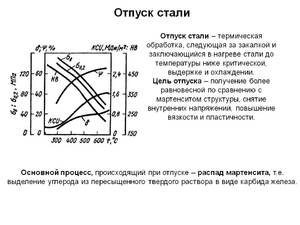
Popouštění kovů je technologický proces tepelného zpracování tvrzené ocelové slitiny. Umožňuje dokončit fázové přeměny v mikrostruktuře (martenzitu), která nabývá nejstabilnějšího stavu. Faktem je, že při procesu kalení vznikají v kovu vnitřní pnutí – axiální, radiální, tangenciální. Aby se eliminovaly jejich negativní vlivy, jako je křehkost a nízká tažnost, jsou výrobky zahřívány v pecích při různých teplotách (od 250 °C do 650 °C), udržovány po stanovenou dobu (od 15 minut do 1,5 hodiny) a poté pomalu ochlazovány. .
Komplex těchto opatření vede k uvolnění přebytečného uhlíku, přeskupení a uspořádání kovové struktury a odstranění defektů v její krystalické struktuře. Zpracované materiály získávají daný soubor mechanických vlastností, mezi nimiž jsou hlavní – zvýšení plasticity a snížení křehkosti při zachování dostatečné úrovně pevnosti.
Druhy zušlechťování oceli
- Nízký.
- Průměr.
- Vysoký.
Koncept nízké dovolené.
Pro snížení vnitřního pnutí se nízké popouštění oceli obvykle provádí zahřátím na 250 °C po dobu 1 až 2,5 hodiny. Část přebytečného uhlíku se z kovu uvolňuje při difúzi, ze které se tvoří částice karbidu ve formě desek a tyčí. Nerovnovážná struktura kaleného martenzitu se přemění na rovnovážně temperovaný martenzit. Tím je dosaženo rozměrové stability.roste viskozita a pevnost a ukazatele tvrdosti se prakticky nemění.
Nízkoteplotní popouštění se používá u železo-uhlíkových a nízkolegovaných ocelí pro výrobu řezných a měřicích nástrojů, které nepodléhají dynamickému zatížení. Provádí se především u ocelí kalených vysokofrekvenčními proudy a také u slitin, jejichž povrch byl dříve nasycen uhlíkem a dusíkem.
Vlastnosti průměrné dovolené.
Provádí se při teplotách od 350 °C do 500 °C a poskytuje vysokou elasticitu a odolnost vůči relaxaci. Z oceli se uvolňuje veškerý přebytečný uhlík a karbid přechází do cementitu. Martenzit se již zcela rozložil a restrukturalizace kovové struktury (polygonizace) a její zdokonalování (rekrystalizace) ještě nezačaly. Nová kombinace se nazývá troostomartensit a vyznačuje se zrychlenými difúzními procesy. Krystalová mřížka slitiny se v tomto případě změní na krychlovou a vnitřní pnutí se ještě více sníží.
Chlazení kovu se provádí ve vodě, což také zvyšuje mez odolnosti. Středně teplotní dovolená potřeba ve výrobě elastické části: pružiny, nárazové nástroje a pružiny.
Technologie vysokého uvolňování.
Při teplotách nad 500 °C dochází v uhlíkových slitinách ke strukturním přeměnám, které již s fázovými přeměnami nesouvisí. Konfigurace a rozměry krystalových částic podléhají změnám, jejich zrna se zvětšují a tvar má tendenci být rovnoosý. Komplexní tepelné zpracování, včetně kalení a vysokého popouštění oceli, se nazývá zlepšení ve vědě o materiálech a krystalová struktura kovu se poté nazývá popouštění sorbitolem. Je považován za nejúčinnější, protože je dosaženo ideální kombinace houževnatosti, tažnosti a pevnosti slitiny. Tvrdost však poněkud klesá, takže nelze doufat ve zlepšení odolnosti proti opotřebení.
Doba trvání vysokého popouštění se pohybuje od 1 do 6 hodin a závisí na velikosti ozubených kol, ložisek, klikových hřídelí, pouzder, šroubů a šroubů vyrobených z konstrukčních a středně uhlíkových ocelí. Během provozu tyto výrobky vnímají rázové zatížení a pracují v tlaku, tahu a ohybu a jsou kladeny zvláštní požadavky na jejich pevnost, odolnost, tekutost a rázovou pevnost.
Fenomén temperové křehkosti
Při studiu podstaty procesu lze dojít k závěru, že s každým zvýšením teploty popouštění se také zvýší rázová houževnatost. Ale při zpracování ocelových slitin v určitých teplotních rozsazích dochází k náhlému poklesu rázové houževnatosti, aniž by se změnily jiné mechanické vlastnosti. Tento jev se nazývá „křehkost popouštění“ a vysvětluje se následovně:

- Křehkost temperamentu typu Ι je nevratný proces. Při teplotách od 250 °C do 300 °C se karbidy z martenzitu začnou srážet nerovnoměrně, což vede k prudkému rozdílu pevnosti na povrchu krystalových zrn a uvnitř nich. Tomu podléhají všechny druhy ocelových slitin bez ohledu na složení a rychlost ochlazování na konci popouštění. Tento jev nelze eliminovat, a aby mu zabránili, jednoduše se snaží při těchto teplotách zpracování neprovádět.
- Křehkost ΙΙ druhu je vratný proces. Vyskytuje se při zpomalení ochlazování u některých ocelí legovaných chromem, manganem a niklem, které byly popouštěny při teplotách nad 500 °C. Důvodem je opět precipitace a difúzní redistribuce karbidů, ale i fosfidů a nitridů. K potlačení rozvoje reverzibilní křehkosti se používá opakované temperování s chlazením oleje, přičemž rychlost ochlazování by měla být co nejvyšší. Tento problém také pomáhají řešit přísady do legované oceli do 1 % wolframu nebo do 0,3 % molybdenu. Zajímavé je, že pokud jsou díly během provozu opět vystaveny teplotám nad 500 °C, znovu se objeví popouštěcí křehkost, proto se nazývá reverzibilní.
Tepelné zpracování nástrojových slitin

Pro téměř všechny kovy platí tvrzení: se zvýšením teploty popouštění klesá pevnost a zvyšuje se tažnost. Jedinou výjimkou jsou rychlořezné oceli používané při výrobě nástrojů. Pro zajištění nejlepších vlastností tepelné odolnosti a odolnosti proti opotřebení jsou legovány karbidotvornými prvky: molybdenem, kobaltem, wolframem a vanadem. A pro kalení se používá ohřev na teploty nad 1200 ° C, což umožňuje nejúplnější rozpuštění vzniklých karbidů.
Tepelná vodivost samotného železa a jeho legujících prvků se výrazně liší, proto by se měly provádět teplotní pauzy, aby se zabránilo deformaci a praskání během ohřevu. K tomu dochází při dosažení 800 ° C a 1050 ° C a pro velké objekty je první interval předepsán při teplotě 600 ° C. Doba trvání zastávky se pohybuje od 5 do 20 minut, což umožňuje zajistit nejlepší podmínky pro rozpouštění karbidů. Chlazení se nejčastěji provádí v oleji.
Postupné tepelné zpracování oceli v roztavených solích, kdy kalení probíhá při teplotě cca 500 °C, umožňuje výrazně snížit deformaci. Pro zvýšení tvrdosti výrobků následuje dvojité popouštění na 570 °C. Doba trvání procesu je 1 hodina a jeho režim je ovlivněn chemickými vlastnostmi legujících prvků a teplotou, která určuje rychlost uvolňování karbidů.





