Svařitelnost oceli je charakteristika indikující možnost svařování kovu s vyhovujícími mechanickými vlastnostmi bez praskání. Samostatný čtyři skupiny svařitelnosti oceli:
- dobrá svařitelnost
- uspokojivá svařitelnost
- omezená svařitelnost
- špatná svařitelnost
Oceli s nízkým obsahem uhlíku mají obvykle dobrou svařitelnost, zatímco oceli s vysokým obsahem uhlíku mají omezenou nebo špatnou svařitelnost.
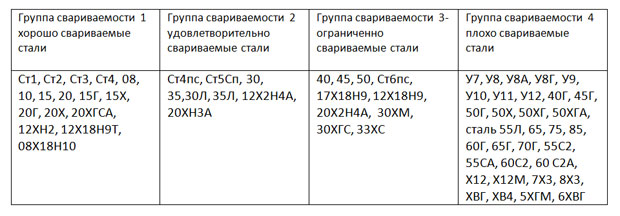
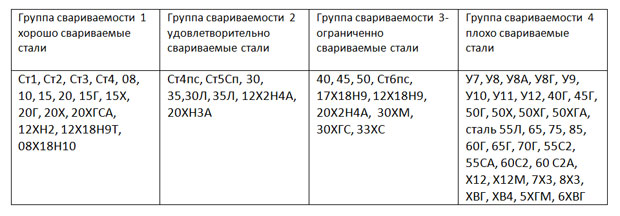
Skupina svařitelnosti 1 – dobře svařované oceli
Oceli patřící do skupiny 1 lze svařovat bez ohřevu a bez povinného následného tepelného zpracování, používá se pouze v případě, že je nutné po svařování odstranit vnitřní pnutí kovu.
Mezi dobře svařované oceli patří St1, St2, St3, St4, ocel 08, 10, 15, 20, oceli 15G, 15X, 20G, 20X, 20XGSA, 12XH2, 12X18H9T, 08X18H10 a mnoho dalších jakostí nízkouhlíkové oceli.
Skupina svařitelnosti 2 – uspokojivě svařitelné oceli
Oceli, které při svařování za normálních podmínek patří do skupiny 2, nejsou náchylné k tvorbě trhlin ve švech, stejně jako oceli, které vyžadují předehřev a následné tepelné zpracování pro dosažení uspokojivých vlastností svaru.
Mezi oceli druhé skupiny patří St4ps, St5Sp, ocel 30, 35,30L, 35L, 12Х2Н4А, 20ХН3А.
Skupina svařitelnosti 3 – omezeně svařitelné oceli
Oceli skupiny 3 jsou náchylné k praskání ve švech. Pro zamezení vzniku trhlin se oceli 3. skupiny zahřívají a po svaření se tepelně zpracovávají.
Do skupiny s omezenou svařitelností patří oceli 40, 45, 50 St6ps, 17X18H9, 12X18H9, 20X2H4A 30XM, 30XGS, 33XS.
Skupina svařitelnosti 4 – špatně svařitelné oceli
Oceli skupiny 4 se obtížně svařují, často se tvoří trhliny ve švech, musí se před svařováním a v procesu zahřát. Po svařování je nutné také tepelné zpracování.
Skupina 4 zahrnuje nástrojové nelegované oceli U7, U8, U8A, U8G, U9, U10, U11, U12, 40G, legovaná konstrukční ocel 45G, 50G, 50Kh, 50KhG, 50KhGA, ocel 55L, 65, 75, 85, 60 65G, 70X55, 2SA, 55X60, 2 X60A, H2, H12M, 12H7, 3H8, HVG, HV3, 4HGM, 5HVG.
Tabulka svařitelnosti ocelí.
Svařitelnost různých jakostí oceli
Podívejme se na svařitelnost nejběžnějších jakostí oceli.
Svařitelnost oceli 09g2s a St3
Oceli St3 GOST 380-94 a 09g2s GOST 19281-89 patří do skupiny 1, jejich svařování nevyžaduje ohřev. Svařovaný šev podle technologie není náchylný k praskání.
Svařitelnost ocelí 10 a 20
Ocel 10 a ocel 20 GOST 1050-88 patří do skupiny svařitelnosti 1. Díly vyrobené z těchto jakostí oceli se dobře svařují bez dodatečného ohřevu.
Svařitelnost oceli 45
Uhlíková ocel 45 GOST 1050-88 patří do skupiny svařitelnosti 3. Pro svařování musí být tato ocel zahřátá a po svaření tepelně zpracována.
Tabulka svařitelnosti kovů (pro oceli)
Tabulka svařitelnosti kovů (pro oceli)
Ocelový srovnávač
Uhlíková ocel běžné kvality GOST 380-88
ocel
Svařitelnost
Pro drobné konstrukční prvky a nekritické části: podlahy, kování, podložky, zábradlí, pláště, pláště atd.
Svary bez omezení.
Nekritické díly vyžadující zvýšenou plasticitu, málo zatížené prvky svařovaných konstrukcí pracující při konstantním zatížení a kladných teplotách.
Svary bez omezení. Pro tloušťku nad 36 mm. doporučeno předehřátí a následné tepelné zpracování
Pro drobné a málo zatížené prvky svařovaných prvků a nesvařovaných konstrukcí pracující v teplotním rozsahu od – 10 do 400 stupňů Celsia.
Svary bez omezení. Pro tloušťku nad 36 mm. doporučuje se zahřátí a následné tepelné zpracování.
Viz také: Němci v roce 1943 už nebyli stejní
Nosné a nenosné prvky svařovaných a nesvařovaných konstrukcí a dílů pracujících při kladných teplotách. Tvarovky a plechové výrobky (kategorie 5) do tloušťky 10 mm pro nosné prvky svařovaných konstrukcí pracující při proměnlivém zatížení v rozsahu od -40 do +425 stupňů Celsia pro St3ps a do tloušťky 25 mm. Pro St3sp, St3ps s tloušťkou válcovaných výrobků od 10 do 25 mm. – pro nosné prvky svařovaných konstrukcí pracující při teplotách od -40 do + 425 stupňů, při dodávce se zaručenou svařitelností, St3sp s tloušťkou válcovaného výrobku větší než 25 mm – pro nosné prvky svařovaných konstrukcí pracující při teplotách od -40 do + 425 stupňů Celsia, při dodání se zaručenou svařitelností.
Svary bez omezení. Pro tloušťku nad 36 mm. doporučuje se zahřátí a následné tepelné zpracování.
Tvarové a plechové výrobky o tloušťce 10 až 36 mm. pro nosné prvky svařovaných konstrukcí pracující při proměnlivém zatížení v rozsahu od -40 do + 425 stupňů Celsia a pro nosné prvky svařovaných konstrukcí pracující při teplotách od -40 do +425 stupňů se zaručenou svařitelností.
Svary bez omezení. Pro tloušťky větší než 36 mm se doporučuje předehřátí a následné tepelné zpracování.
Svařované, nýtované a šroubované konstrukce se zvýšenou pevností ve formě profilových, tvarových a plechových výrobků i pro lehce zatížené díly.
Svařované, nýtované a šroubované konstrukce se zvýšenou pevností ve formě dlouhých, tvarových a plechových výrobků, jakož i pro lehce zatížené díly, jako jsou hřídele, nápravy, pouzdra atd.
Detaily nýtovaných konstrukcí: šrouby, matice, rukojeti, tyče, pojezdové válečky, pouzdra, klíny, čepy, páky, dorazy, čepy, prsty, tyče, tyče, řetězová kola, trubkové objímky, příruby a další díly pracující v rozsahu 0 až + 425 stupňů Celsia, výkovky s průřezem do 800mm.
Omezená svařitelnost. Doporučuje se předehřátí a následná tepelná úprava.
Pro vysoce pevné díly: nápravy, hřídele, čepy, písty atd.
Omezená svařitelnost. Doporučuje se předehřátí a následná tepelná úprava.
Pro vysokopevnostní díly: nápravy, hřídele, čepy a další díly v tepelně zpracovaném stavu, dále pro tyčové vyztužení periodického profilu.
Omezená svařitelnost. Doporučuje se předehřátí a následná tepelná úprava.
Kvalitní konstrukční uhlíková ocel GOST 1050-88
ocel
Svařitelnost
Detaily, na které jsou kladeny vysoké požadavky na plasticitu, podložky, trysky, těsnění a další nekritické části pracující v teplotním rozsahu od – 40 do + 450 stupňů Celsia.
Svařováno bez omezení, kromě dílů po chemicko-tepelném zpracování.
Pro těsnění, podložky, vidlice, trubky a také díly podrobené chemicko-tepelnému zpracování – pouzdra, oka, tyče.
Svařitelné bez omezení, kromě dílů po chemicko-tepelném zpracování.
Díly pracující při teplotách do + 450 stupňů, které vyžadují vysokou plasticitu, po chemicko-tepelném zpracování (CHT) – díly s vysokou povrchovou tvrdostí s nízkou pevností jádra.
Svařitelné bez omezení, kromě dílů po chemicko-tepelném zpracování.
Díly pracující při teplotách od – 40 do + 450 stupňů, které vyžadují vysokou tažnost, dále: pouzdra, podložky, oka, šrouby a další díly po zpracování za studena, které vyžadují vysokou tvrdost povrchu a odolnost proti opotřebení s nízkou pevností jádra.
Svařitelné bez omezení, kromě dílů po chemicko-tepelném zpracování.
Šrouby, šrouby, háky a další díly, které vyžadují vysokou plasticitu a pracují při teplotách od -40 do + 450 stupňů; po XTO – páky, vačky, matice a další díly, které vyžadují vysokou povrchovou tvrdost s nízkou pevností jádra.
Viz také: motorkářský nůž z damaškové oceli
Svařitelné bez omezení, kromě dílů po chemicko-tepelném zpracování.
Prvky potrubních spojů, armatury, zátky a další části konstrukce kotlů a turbín, pracující při teplotách od – 40 do + 450 stupňů; po nauhličení a kyanizaci díly, které vyžadují vysokou povrchovou tvrdost a nízkou tvrdost jádra (spojky, páky, nápravy atd.)
Svary bez omezení.
Pro svařované stavební konstrukce ve formě plechů různých tlouštěk a tvarových profilů.
Svary bez omezení.
Po normalizaci nebo bez tepelného zpracování jeřábové háky, spojky, ložiskové pánve a další díly pracující při teplotách od – 40 do + 450 stupňů pod tlakem; po chemickém ošetření – ozubená kola, šneky a další díly, na které se vztahují požadavky vysoké povrchové tvrdosti a nízké pevnosti jádra.
Svařitelné bez omezení, kromě dílů po chemicko-tepelném zpracování.
Po normalizaci nebo bez tepelného zpracování odbočné trubky, armatury, zátky, šrouby těla přístroje a další části vyrobené z vroucích ocelí pracující při teplotách od – 20 do + 450 stupňů; po nauhličení a kyanizaci – nápravy, spojovací prvky, čepy, řetězová kola a další díly, které vyžadují vysokou tvrdost povrchu a nízkou tvrdost jádra
Svařitelné bez omezení, kromě dílů po chemicko-tepelném zpracování.
Nápravy, hřídele, spojky, západky, páky, vidlice, podložky, hřídele, šrouby, příruby, T-kusy, spojovací prvky a jiné nepodstatné části; po chemickém ošetření – šrouby, pouzdra, západky a další díly, na které se vztahují požadavky vysoké povrchové tvrdosti s nízkou pevností jádra.
Svařitelné bez omezení, kromě dílů po chemicko-tepelném zpracování.
Tyče, náušnice, traverzy, páky, hřídele, řetězová kola, vřetena, lisovací válce, spojky a další díly nízké pevnosti.
Omezená svařitelnost. Doporučuje se předehřátí a následná tepelná úprava.
Díly s nízkou pevností, vystavené nízkému namáhání: nápravy, válce, klikové hřídele, pouzdra, vřetena, řetězová kola, tyče, ráfky, hřídele, traverzy, pneumatiky, disky a další díly.
Omezená svařitelnost. Doporučuje se předehřátí a následná tepelná úprava.
Po vylepšení – klikové hřídele, ojnice, věnce, setrvačníky, ozubená kola, šrouby, nápravy a další díly; po povrchovém kalení vysokofrekvenčním ohřevem – dlouhé hřídele, válečky, ozubená kola, na které se vztahují požadavky vysoké povrchové tvrdosti a zvýšené odolnosti proti opotřebení s malou deformací
Omezená svařitelnost. Doporučuje se předehřátí a následná tepelná úprava.
Ozubené hřídele, klikové hřídele a vačkové hřídele, ozubená kola, vřetena, pneumatiky, válce, vačky a další normalizované, vylepšené a povrchově upravené díly, které vyžadují zvýšenou pevnost.
Omezená svařitelnost. Doporučuje se předehřátí a následná tepelná úprava.
Po normalizaci s temperováním a kalení s temperováním – ozubená kola, valivé válce, nápravy, pneumatiky, lehce zatížené pružiny a pružiny, radlice, táhla.
Obtížné na svařování. Vyžaduje zahřátí a následné tepelné zpracování.
Housenky, spojky převodovek, tělesa trysek a další díly, které fungují bez tření.
Neplatí pro svařované konstrukce
Plně válcovaná kola vozů, pracovní válce plechových válcoven pro válcování kovů za tepla, tlumiče, pojistné podložky, podložky a další díly, vřetena, pneumatiky, spojkové kotouče, pružinové kroužky, na které jsou kladeny vysoké požadavky na pevnost a odolnost proti opotřebení.
Neplatí pro svařované konstrukce
*GOST 1055-88 obsahuje jiné třídy oceli
Konstrukční legovaná chromová ocel GOST 4543-71
ocel
Svařitelnost
Pouzdra, čepy, ozubená kola, válečky, tlačníky a další nauhličované díly, které vyžadují vysokou tvrdost povrchu s nízkou pevností jádra; díly vystavené opotřebení třením.
Viz také: teplota lití nerezové oceli
Svařitelné bez omezení, kromě dílů po chemicko-tepelném zpracování.
Pouzdra, ozubená kola, spony, objímky, kotouče, plunžry, páky a další nauhličované díly, které vyžadují vysokou povrchovou tvrdost s nízkou pevností jádra; díly pracující za podmínek opotřebení třením.
Svařitelné bez omezení, kromě dílů po chemicko-tepelném zpracování.
Nápravy, válečky, páky, šrouby, matice a další středně velké díly.
Nápravy, hřídele, ozubená kola, věnce a další upgradovatelné díly.
Šneky, ozubená kola, ozubená kola, hřídele, nápravy, kritické šrouby a další vylepšené díly.
Nápravy, hřídele, ozubená kola, pastorkové hřídele, plunžry, tyče, klikové hřídele a vačkové hřídele, kroužky, vřetena, vřetena, hřebeny, ozubené věnce, šrouby, hřídele náprav, pouzdra a jiné díly s vysokou pevností
Obtížné na svařování. Vyžaduje zahřátí a následné tepelné zpracování.
Hřídele, ozubená kola, nápravy, šrouby, ojnice a další díly, které podléhají zvýšené tvrdosti, odolnosti proti opotřebení a fungují při nízkém rázovém zatížení.
Obtížné na svařování. Vyžaduje zahřátí a následné tepelné zpracování.
Hřídele, vřetena, stavěcí šrouby, velká ozubená kola, ozubené hřídele, přítlačné kroužky, horké válce a další vylepšené díly, které vyžadují zvýšenou tvrdost, odolnost proti opotřebení a pevnost, fungující při nízkém zatížení.
Obtížné svařování. Vyžaduje předehřátí a následné tepelné zpracování
*GOST 4534-71 také obsahuje jiné třídy oceli.
vysoce legované oceli a slitin
Стали высоколегированные и сплавы коррозионностойкие жаростойкие и жаропрочные (ГОСТ 5632-72) изготавливают марок: 40Х9С2, 40Х10С2М, 08X13, 12X13, 20X13, 30X13, 40X13, 10Х14АГ15, 12X17, 08X17Т, 95X18, 08Х18Т1, 15Х25Т, 15X28, 25Х13Н2, 20Х23Н13, 20Х23Н18, 10Х23Н18, 20Х25Н20С2, 15Х12ВНМФ, 20Х12ВНМФ, 37Х12Н8Г8МФБ, 13Х11Н2В2МФ, 45Х14Н14В2М, 40Х15Н7Г7Ф2МС, 08Х17Н13М2Т, 10Х17Н13М2Т, 31Х19Н9МВБТ, 10Х14Г14Н4Т, 14Х17Н2, 12Х18Н9, 17Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т, 08Х18Г8Н2Т, 20Х20Н14С2, 08Х22Н6Т, 12Х25Н16Г7АР.
Slitiny podle (GOST 5632-72) mají jakost:
06XN28MDT, XN35VT, XN35VTYU, XN70YU, XN70VMYUT, XN77TYUR, XN78T, XN80TBYu. GOST 5632-72 obsahuje také jiné třídy ocelí a slitin.
Třídy, rozsah a svařitelnost ocelí (GOST 5632-72)
ocel
Svařitelnost
Výfukové ventily motoru, upevňovací prvky
Neplatí pro svařované konstrukce
Ventily motoru, upevňovací prvky
08X13
12X13
20X13
25X1 ZN2
Стали: 12X13 12Х18Н9Т
Ocel: 20X13
Ocel: 12X13 14X1 7H2
Díly se zvýšenou tažností vystavené rázovému zatížení
Řezný nástroj, domácí potřeby
Neplatí pro svařované konstrukce
Стали: 12Х18Н9, 08X1 8Н10, 12Х18Н9Т, 12Н18Н10Т
Pro nemagnetické části pracující v mírně agresivním prostředí
Svařitelné bez omezení
Spojovací materiál pracující v kyselých roztocích
Ocel: 12X17, 08X1 8T1 Ocel: 12X17, 08X1 7T
Pro konstrukce vystavené rázovému zatížení a provozované v kyselém prostředí
Díly vyžadující vysokou tvrdost a odolnost proti opotřebení
Neplatí pro svařované konstrukce
Pro svařované konstrukce, které nejsou vystaveny rázovému zatížení
Pro svařované konstrukce, které nejsou vystaveny rázovému zatížení
Potrubí a díly pracující při vysokých teplotách
Díly pracující při teplotách do 1100°C
Plechové díly pracující při teplotách do 1 100 °C
Části pecí pracující při teplotách do 1100°C
Díly pracující při teplotách do 780 °C
Ocel: 15X12VNMF, 18X11MNFB
Svařované konstrukce, spojovací materiál
Стали: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т
Pro výrobu svařovaných zařízení a kryogenních zařízení do tepl. -253 °C
Části kompresorových strojů
Стали: 20Х13Н4Г9, 10Х14Г14Н4Т Сталь: 20Х13Н4Г9
Plech válcovaný za studena a pás vysoké pevnosti
Svařitelné bez omezení
08X1 8Н10 08Х18Н10Т 12Х18Н9Т
Сталь: 12Х18Н10Т Стали: 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т,
- Poslední příspěvky
- Pokládka uměleckých parket svépomocí
- Jaký je nejlepší způsob, jak chránit stěny plynových bloků před zničením v první zimě po postavení domu
- Arbolit, to je beton z pilin
- Vlastnosti zvukotěsných pokojů
- Hlína s pilinami je nejlepší a nejlevnější způsob, jak izolovat betonové stěny domu
- Držitelé práv
- Zásady ochrany osobních údajů
Vše o kovu © 2023
Informace zveřejněné na stránkách mají pouze informativní charakter.Svařování různorodých ocelí: hlavní druhy ocelí a používané technologie svařování
V současné době se se svařováním rozdílných ocelí často setkáváme v různých průmyslových odvětvích. Takové působení je nejčastěji nutné v těch případech, kdy je nutné vytvořit spoje z ocelí, které se liší svými vlastnostmi: například spojit do jednoho výrobku součást z vysoce legované oceli, která bude během provozu vystavena agresivnímu působení, a část z nízkolegované oceli, na kterou bude zatížení při provozu výrazně menší.
Pojem nepodobných ocelí a vlastnosti jejich svařování
Odlišné oceli jsou oceli, které se liší svým chemickým složením, stupněm legování, třídami, typy, stupněm tepelné vodivosti a náchylností ke svařování mezi sebou.
Při svařování různých ocelí je třeba vzít v úvahu klíčovou vlastnost, která je vlastní velké většině vytvořených svarových spojů: během procesu svařování se mohou vytvářet intermetalické struktury, to znamená spoje dvou nebo více kovů, které mají vyšší bod tání. než původní oceli, které byly použity k výrobě produktů. Takové struktury však mohou být velmi křehké a to může vést k destrukci svaru, pokud není dodržen postup svařování.
Aby byl výsledný šev co nejhustší a nejkvalitnější, musí být okraje svařovaných dílů předehřáté pomocí plynového hořáku nebo hořáku. To vám umožní nejen odpařit přebytečnou vlhkost ve fázi přípravy, ale také připravit díl pro svařování v souladu s jeho fyzikálními a chemickými parametry.
Typy nepodobných ocelí na základě strukturní heterogenity
Podle obsahu uhlíku ve složení ocelí se dělí na následující typy:
- uhlíkové oceli. Jsou nejběžnější, protože jsou založeny na slitině železa a uhlíku. Podle množství uhlíku ve složení slitiny se dělí na nízkouhlíkové, středně uhlíkové, žáruvzdorné, mrazuvzdorné;
- legované oceli. V závislosti na chemických prvcích obsažených ve složení oceli se rozlišují nízkolegované a vysoce legované oceli.
V závislosti na přítomnosti síry a fosforu v chemickém složení ocelí rozlišují:
- červené křehké oceli (jehož chemické složení obsahuje síru);
- za studena křehké oceli (v chemickém složení takových ocelí je přítomen fosfor);
- teplu a chladu odolné oceli (ze kterého se deoxidací odstraňují nečistoty síry a fosforu, nebo se zavádějí chemické prvky, které neutralizují jejich působení).
Metody a technologie svařování v závislosti na heterogenitě ocelí
Volba metody svařování pro jednu nebo druhou odlišnou ocel závisí především na jejich fyzikálních a chemických vlastnostech. V současné době se nejčastěji setkáváme s následujícími typy spojů nepodobných ocelí:
- nízkouhlíkové, nízkolegované, nástrojové a oceli neznámého složení. Pro posouzení svařitelnosti odlišných ocelí je třeba věnovat pozornost uhlíkovému ekvivalentu Ce. Při svařování ocelí s různým Ce se svařovací parametry volí podle oceli s velkým Ce a přídavný materiál se volí podle oceli s nižším Ce. Při správně zvolených režimech a přídavném materiálu bude tvrdost a mechanické vlastnosti naneseného kovu v rozmezí mezi svařovanými ocelmi. V opačném případě je vysoká pravděpodobnost prasknutí. Volba teploty předehřevu před svařováním také závisí na uhlíkovém ekvivalentu a volí se pro ocel s vysokým Ce. Při svařování ocelí s výraznými rozdíly v hodnotách Ce se doporučuje temperování pro odlehčení pnutí. Řízené chlazení svařovaných dílů nebo snížení rychlosti jejich chlazení snižuje riziko praskání;
- nerezové oceli s nízkouhlíkovou ocelí. Svařování takových ocelí vede k současnému vytváření tvrdých a křehkých struktur ve svarovém švu, což může být způsobeno porušením svařovacích technologií. Přitom při svařování nerezové oceli s nízkouhlíkovou nebo nízkolegovanou ocelí jsou svary vysoce kvalitní za předpokladu pečlivého dodržení všech technologických požadavků na proces. Je však třeba poznamenat, že rozmanitost kombinací těchto ocelí nám neumožňuje formulovat obecná doporučení pro jejich svařování, která by ve všech případech zaručovala dobrý výsledek. Pro svařování vysokolegovaných a nízkolegovaných ocelí se obvykle používá přídavný materiál vysoce legovaný nebo na bázi niklu. Před svařováním můžete také předtavit přechodovou vrstvu z nerezové oceli na okraj z nízkouhlíkové nebo nízkolegované oceli. Poté se svařování provádí přísadou podobnou nerezovému kovu;
- litina s ocelí. Litina má omezenou svařitelnost, to je hlavní kritérium pro výběr svařovacích přídavných materiálů a svařovacích parametrů. Pokud nejsou na svar kladeny žádné zvláštní požadavky, pak se svařování provádí pomocí přídavných materiálů na bázi niklu. Je nežádoucí používat svařovací procesy spojené s vysokým tepelným příkonem nebo tvorbou velké svarové lázně. Bílá litina a některé další litiny s vysokým obsahem uhlíku nejsou svařitelné kvůli jejich sklonu k praskání. V některých případech je vhodné na litinové hrany navařit přechodovou vrstvu s přídavným materiálem na bázi niklu. Malé díly jsou před svařováním podrobeny obecnému ohřevu, velké obrobky jsou ohřívány kolem svařovací zóny. Je také důležité, že litina má nízkou lamelaritu a nízký koeficient lineární roztažnosti. K vyřešení tohoto problému je nutné snížit napětí při smršťování. Nejlepším způsobem, jak toho dosáhnout, je vykování svaru ihned po svařování pomocí zaobleného úderového nástroje. Při svařování se také doporučuje používat elektrody menšího průměru. K navaření přechodové vrstvy na litinové hraně se používá ruční obloukové svařování a svařování elektrodou. Pro svařování ocelovou hranou se používá ruční obloukové svařování a svařování tavným elektrodovým drátem plného průřezu nebo plněným drátem v inertních nebo aktivních ochranných plynech;
- nízkolegované oceli s nízkouhlíkovou ocelí. Omezená migrace legujících prvků při svařování nízkolegované oceli obecně nevede ke zvýšené náchylnosti svarového kovu ke zpevnění pro všechny základní svařovací procesy. Pro nízkouhlíkovou ocel se volí svařovací materiály a pro nízkolegovanou ocel se volí svařovací režimy. Doporučené metody svařování: ruční obloukové svařování, svařování pod tavidlem, tavný drát s pevnou elektrodou nebo drát s kovovou trubicí v inertních nebo aktivních ochranných plynech;
- různé nízkouhlíkové oceli mezi sebou. Pokud obě svařované hrany patří ke stejnému typu legování, ale zároveň mají různé uhlíkové ekvivalenty Ce, pak se svařování provádí s použitím svařovacích přídavných materiálů stejného typu legování. Pro svařování ocelí s vysokou tendencí ke kalení se doporučuje používat ruční obloukové svařování. Aby se zabránilo tvorbě studených trhlin v tepelně ovlivněné zóně, je žádoucí snížit měrný tepelný příkon během svařování a vyhnout se pomalé rychlosti svařování. Vysokopevnostní oceli, které mají velmi vysokou tendenci kalit, vyžadují předehřev na dostatečně vysoké teploty a také zpracování po svařování. Alternativou by bylo použití speciálních austenitických výplňových materiálů s minimálním předehříváním. Doporučené metody svařování: ruční obloukové svařování, svařování trubičkovým obloukem, svařování pod tavidlem, svařování netavitelnými wolframovými elektrodami v inertním ochranném plynu, svařování drátem tavné elektrody plného profilu nebo drátu s kovem v inertních nebo aktivních ochranných plynech;
- nástrojové, pružinové oceli s uhlíkovými a nízkolegované oceli. Vzhledem k polymorfním fázovým přeměnám, ke kterým dochází během ohřevu a chlazení, se tyto oceli obtížně svařují. Svařování takových ocelí vyžaduje použití speciálních technik. Při svařování výrobků o malé tloušťce lze svařování provádět bez předehřívání. V ostatních případech je nutný ohřev na teplotu cca 300 stupňů, kterou je nutné udržovat během celého procesu svařování. Je vyžadován minimální přívod tepla do svarové lázně. Doporučené metody svařování: ruční elektrický oblouk obalenými elektrodami, obloukové svařování plněným drátem, svařování netavitelnou wolframovou elektrodou v inertním ochranném plynu, svařování tavným elektrodovým drátem plného průřezu nebo plněným drátem v inertní nebo aktivní ochranný plyn;
- vysoce legované nerezové oceli s nástrojovou a pružinovou ocelí. Hlavním požadavkem při svařování takových ocelí je použití svařovacích přídavných materiálů, které produkují austenitickou nerezovou ocel nebo slitinu na bázi niklu. Doporučené metody svařování: ruční obloukové svařování obalenou elektrodou, obloukové svařování elektrodou, netavitelné svařování wolframovou elektrodou v inertním ochranném plynu, svařování tavným elektrodovým drátem plného průřezu nebo plněným drátem v inertním nebo aktivním ochranném plynu ;
- navzájem nepodobné vysoce legované nerezové oceli. Při svařování takových ocelí jsou svary vysoce kvalitní. Pokud se však svařují karbidem stabilizované nerezové vysoce legované oceli s nestabilizovanými nerezovými oceli, měly by být použity svařovací materiály stabilizované karbidem nebo se sníženým obsahem uhlíku. Je také nutné omezit přívod tepla do svarové lázně. Doporučené metody svařování: ruční obloukové svařování, obloukové svařování elektrodou, netavitelné svařování wolframovou elektrodou v inertním ochranném plynu, svařování tavným elektrodovým drátem plného průřezu nebo plněným drátem v inertním nebo aktivním ochranném plynu;
- ocel neznámého nebo pochybného složení s jinými oceli. Při opravách ocelových konstrukcí není vždy možné analyzovat chemické složení ocelí. Při svařování ocelí neznámého chemického složení byste měli zvolit svařovací materiály a režimy jako u obtížně svařitelných ocelí. Preferovanou metodou svařování je ruční obloukové svařování obalenou elektrodou. Vysoká kvalita svarových spojů při svařování rozdílných ocelí je zajištěna dodržováním technologie svařování, použitých svařovacích materiálů, metod a režimů svařování. I drobné odchylky od požadavků na svařování takových spojů vedou ke vzniku defektů a trhlin.
Svařovací zařízení
Bez ohledu na to, které různé oceli se mají svařovat, svařovací zařízení se dělí do dvou skupin:
- Pracovní zařízení, které vč: zdroj svařovacího proudu, napájecí kabely zdroje ze sítě nebo generátorů; kabely pro přívod svařovacího proudu ke svařovaným výrobkům a vytvoření svařovacího okruhu, v případě použití technologií ochranného plynu – plynové lahve nebo speciální generátorová zařízení, svářecí kladiva, kovové kartáče, elektrické nářadí (brusky a úhlové brusky) pro finální zpracování svarových spojů. Kromě toho by měly být za svařovací zařízení považovány přídavné materiály (svařovací drát, elektrody), jakož i mechanismy pro jejich nasměrování do svařovací zóny (podavače drátu, držáky elektrod).
- Ochranné vybavení. Tento typ vybavení je nejčastěji individuální a zahrnuje: ochranný oděv impregnovaný pro požární ochranu, svářečskou masku s tmavým sklem nebo samozatmavovací masku, legíny nebo rukavice, bezpečnostní obuv.
Jako doplňkové vybavení svařovací stanice je uvažován svařovací stůl a také nástroje pro upevnění svařovaných dílů v požadovaných prostorových polohách.
Skupiny svařitelnosti ocelí
Svařitelnost oceli je charakteristika indikující možnost svařování kovu s vyhovujícími mechanickými vlastnostmi bez praskání. Samostatný čtyři skupiny svařitelnosti oceli:
- dobrá svařitelnost
- uspokojivá svařitelnost
- omezená svařitelnost
- špatná svařitelnost
Oceli s nízkým obsahem uhlíku mají obvykle dobrou svařitelnost, zatímco oceli s vysokým obsahem uhlíku mají omezenou nebo špatnou svařitelnost.
Skupina svařitelnosti 1 – dobře svařované oceli
Oceli patřící do skupiny 1 lze svařovat bez ohřevu a bez povinného následného tepelného zpracování, používá se pouze v případě, že je nutné po svařování odstranit vnitřní pnutí kovu.
Mezi dobře svařované oceli patří St1, St2, St3, St4, ocel 08, 10, 15, 20, oceli 15G, 15X, 20G, 20X, 20XGSA, 12XH2, 12X18H9T, 08X18H10 a mnoho dalších jakostí nízkouhlíkové oceli.
Skupina svařitelnosti 2 – uspokojivě svařitelné oceli
Oceli, které při svařování za normálních podmínek patří do skupiny 2, nejsou náchylné k tvorbě trhlin ve švech, stejně jako oceli, které vyžadují předehřev a následné tepelné zpracování pro dosažení uspokojivých vlastností svaru.
Mezi oceli druhé skupiny patří St4ps, St5Sp, ocel 30, 35,30L, 35L, 12Х2Н4А, 20ХН3А.
Skupina svařitelnosti 3 – omezeně svařitelné oceli
Oceli skupiny 3 jsou náchylné k praskání ve švech. Pro zamezení vzniku trhlin se oceli 3. skupiny zahřívají a po svaření se tepelně zpracovávají.
Do skupiny s omezenou svařitelností patří oceli 40, 45, 50 St6ps, 17X18H9, 12X18H9, 20X2H4A 30XM, 30XGS, 33XS.
Skupina svařitelnosti 4 – špatně svařitelné oceli
Oceli skupiny 4 se obtížně svařují, často se tvoří trhliny ve švech, musí se před svařováním a v procesu zahřát. Po svařování je nutné také tepelné zpracování.
Skupina 4 zahrnuje nástrojové nelegované oceli U7, U8, U8A, U8G, U9, U10, U11, U12, 40G, legovaná konstrukční ocel 45G, 50G, 50Kh, 50KhG, 50KhGA, ocel 55L, 65, 75, 85, 60 65G, 70X55, 2SA, 55X60, 2 X60A, H2, H12M, 12H7, 3H8, HVG, HV3, 4HGM, 5HVG.
Tabulka svařitelnosti ocelí.

Svařitelnost různých jakostí oceli
Podívejme se na svařitelnost nejběžnějších jakostí oceli.
Svařitelnost oceli 09g2s a St3
Oceli St3 GOST 380-94 a 09g2s GOST 19281-89 patří do skupiny 1, jejich svařování nevyžaduje ohřev. Svařovaný šev podle technologie není náchylný k praskání.
Svařitelnost ocelí 10 a 20
Ocel 10 a ocel 20 GOST 1050-88 patří do skupiny svařitelnosti 1. Díly vyrobené z těchto jakostí oceli se dobře svařují bez dodatečného ohřevu.
Svařitelnost oceli 45
Uhlíková ocel 45 GOST 1050-88 patří do skupiny svařitelnosti 3. Pro svařování musí být tato ocel zahřátá a po svaření tepelně zpracována.