Výstružník je kovoobráběcí nástroj, jehož účelem je dokončovat předvrtané otvory tak, aby byly jejich geometrické parametry a drsnost povrchu uvedeny na požadovanou úroveň. Pro zajištění dosažení požadovaných geometrických parametrů při použití výstružníku umožňuje vyšší přesnost, které takový nástroj odpovídá.

Výstružníky na kov
Pokud tedy průměr otvoru zpracovaného vrtákem může mít odchylky ve svých geometrických parametrech, pak s následným použitím výstružníku bude přesně odpovídat požadovaným rozměrům. K provedení takové technologické operace se používají různé typy výstružníků, jejichž volba závisí jak na podmínkách vystružování, tak na požadavcích na kvalitu upravovaného povrchu.
Princip
Použití výstružníku umožňuje získat otvory, jejichž přesnost povrchu odpovídá kvalitě v rozmezí 6–9 a drsnost v rozmezí 0,32–1,25 μm (na stupnici Ra). Vysoké kvality obrobené plochy lze dosáhnout díky tomu, že takový nástroj jako výstružník má dostatečně velký počet břitů (4–14), díky čemuž je při obrábění odstraněn malý přídavek. Opracování pomocí ručního nebo mechanického výstružníku na kov se uskutečňuje nejen díky jeho otáčení, ale také pomocí jeho posuvu, prováděného směrem k ose opracovávaného otvoru.
Takovou technologickou operací je možné z vnitřního povrchu otvoru odstranit nejtenčí vrstvu kovu, jejíž hodnota jsou desetiny (a dokonce setiny) milimetru.
Funkce řezání vystružováním
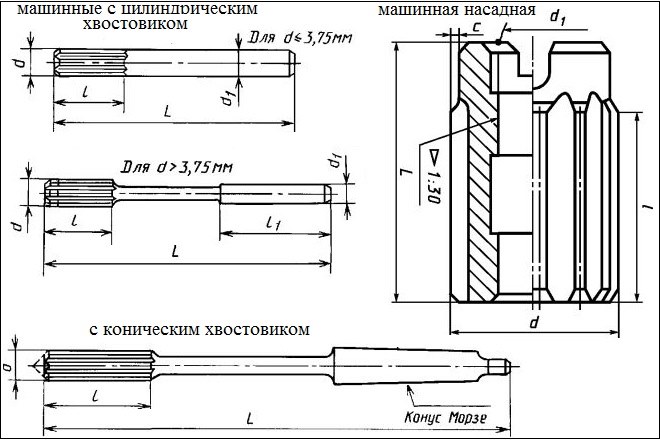
Pomocí vystružování lze opracovávat nejen válcové, ale i kuželové otvory. V prvním případě se opracování provádí pomocí ručních válcových výstružníků (nebo strojních válcových výstružníků), ve druhém případě pomocí kuželových nástrojů.
Ve standardní verzi má válcový ruční nástroj a kuželový výstružník podobnou konstrukci, sestávající z:
- pracovní část, jejíž prvky provádějí hlavní zpracování;
- přechodový krk;
- stopkou, pomocí které je ruční výstružník upevněn v objímce.
Konstrukce ručního výstružníku
Pracovní plocha, díky které jsou strojní a ruční výstružníky schopny zpracovat vnitřní povrch otvoru, se skládá z takových prvků, jako jsou:
- hlavní řezná hrana;
- tzv. stuha;
- přední plocha;
- týlní a zadní plochy.
Geometrie zubů výstružníku
Kromě všech výše uvedených částí obsahuje ruční nebo strojní vystružování následující prvky:
- sací část, která se často nazývá řezná část;
- díl, který je zodpovědný za kalibraci otvoru, který se má obrábět;
- zadní kužel.
Mezi zuby umístěnými na pracovní části každého výstružníku jsou drážky, pomocí kterých se formují nejen břity nástroje, ale také je zajištěno umístění a odvod třísek vzniklých při opracování. U ručních výstružníků jsou řezné zuby rovnoměrně rozmístěny po celém obvodu nástroje, což zajišťuje požadovanou kvalitu prováděného opracování.
Hlavní typy
Uvažovaný ruční nástroj (stejně jako strojní výstružníky) je potřebný k vytvoření otvorů s požadovanými geometrickými parametry. Obráběním otvorů s různou úrovní kvality předúpravy s ním lze získat povrchy, jejichž přesnost se pohybuje v rozmezí od první do desáté třídy. Kvalitu a přesnost opracování, které se provádí pomocí strojních i ručních výstružníků, ovlivňují různé faktory. Mezi nejvýznamnější z těchto faktorů patří:
- konstrukční vlastnosti nástroje;
- stupeň ostření řezné hrany a úroveň její povrchové úpravy;
- režimy řezání;
- množství přídavku, který má být odstraněn z obráběného povrchu.
Pro odstranění vrstvy kovu o určité tloušťce existují hrubé a jemné výstružníky, které se liší typem a počtem zubů
Rozdělení skenů do různých typů je regulováno GOST a parametry v závislosti na tom, které takové rozdělení je provedeno, jsou:
- typ obráběného otvoru;
- způsob upevnění nástroje během zpracování;
- konstrukční vlastnosti řezných zubů a jejich umístění na nástroji;
- možnost nastavení nástroje podle velikosti obráběného otvoru;
- materiál výstružníku.
Nejuniverzálnějšími typy nástrojů používaných pro vystružování otvorů jsou rozšiřovací nebo nastavitelný výstružník a také válcový výstružník vybavený speciální stopkou.
Nastavitelné zametací zařízení
S požadavky GOST na strojní výstružníky se můžete seznámit stažením dokumentu ve formátu pdf z níže uvedeného odkazu.
Výstružníky používané pro obrábění jsou rovněž zastoupeny širokou škálou modelů. Mezi takové nástroje, jejichž požadavky na design a geometrické parametry upravuje GOST 1672-80, patří:
- válcový stroj s kuželovou stopkou a plášťovými zuby;
- s falešnými zuby;
- s pájenými karbidovými destičkami jako řeznými zuby.
Solidní strojní výstružníky
Norma popisuje nejen válcové výstružníky, GOST 1672-80 také specifikuje požadavky na nástroj kuželového typu. Takové výstružníky, se kterými se zpracovávají kuželové plochy, jsou také prezentovány v široké škále modelů. Pro obrábění otvorů se používají zejména kuželové výstružníky:
- pro kuželové čepy;
- určený pro řezání kuželových závitů;
- vyrobeno podle normy Morse kužel;
- metrický kužel;
- s kuželem 1:30 atd.

Výstružník pro dokončování kuželových otvorů v konstrukční oceli a litině
Ze strojních výstružníků jsou nejrozšířenější nástroje malých rozměrů se zesílenou stopkou, jejichž požadavky na vlastnosti uvádí i GOST 1672-80.
GOST pro výstružníky stanovuje nejen geometrické parametry samotného nástroje, ale také toleranční pole otvorů, které lze s jeho pomocí obrábět.
Rozdíly mezi ručními a strojními výstružníky
Nástroj použitý k provedení nasazení, jak je uvedeno výše, může být ruční nebo strojní. Nejdůležitější parametry, které je třeba při výběru výstružníků zohlednit, jsou typ a ráže jejich řezné části, počet zubů a jejich orientace, řezné úhly a nerovnoměrná rozteč zubů, dále profil drážek a konfigurace upínací části. nástroj.
Pracovní část ručního nástroje má válcový tvar, řezné zuby, které se na ní nacházejí, se vyznačují ostrými hranami po celé délce. Takový nástroj se vyrábí v rozmezí průměrů 3–58 mm, s krokem odpovídajícím 1 mm. Kromě toho mohou být nástroje ručního nasazení vydávány v krocích po 3,5; 4,5; 6,5 (až 15,5 mm). Specialisté se zpravidla snaží mít k dispozici celou sadu výstružníků, aby mohli s takovým nástrojem obrábět otvory jakéhokoli průměru.

Ruční kuželový výstružník
Otázka, jak vystružovat díru ručním nástrojem, zpravidla nevzniká. K tomu je nutné mít k dispozici nejen samotný nástroj, ale také knoflík, ve kterém je upevněn pomocí své stopky se čtvercovým průřezem koncové části.
Přední konec pracovní části ručních výstružníků – nájezd – má menší průměr, než je velikost průřezu hlavní řezné části. Tento konstrukční prvek je potřebný pro zajištění snadnějšího vstupu nástroje do obráběné díry. Tento rozdíl v průměrech hlavní pracovní části a přední části nástroje si dokonce můžete všimnout i na fotografii ručního skenování.
Přesnost geometrických parametrů obráběné díry a také čistota tvářené plochy závisí na počtu řezných zubů na pracovní ploše výstružníku. Kvalita provedeného opracování bude tím vyšší, čím více zubů je výstružník vybaven. Mezitím má použití nástroje s velkým počtem řezných zubů své nevýhody, z nichž hlavní je, že v tomto případě je obtížné odstraňovat třísky ze zóny zpracování.
Přesnost vystružování díry
Naprostá většina výstružníků používaných pro ruční zpracování má řezné zuby rovného tvaru, ale existují i modely nástrojů, jejichž pracovní zuby jsou umístěny podél šroubovice. Použití nástroje se šroubovitým uspořádáním řezných zubů je vhodné v případech, kdy otvory, které je třeba opracovat, jsou po své délce tvořeny nespojitou plochou.
Když se ptáte, jak vystružovat díru pomocí strojního nástroje, je třeba mít na paměti, že k tomu již není nutné používat klíč, ale zařízení, v jehož vřetenu je takový nástroj upevněn pomocí jeho stopka. Kuželové stopky jsou standardizované a jejich geometrické parametry závisí na průměru samotného výstružníku.

Pracovní část strojního výstružníku vybavená karbidovými pájenými deskami
Pro výrobu obráběcích strojů, které jsou během zpracování vystaveny značnému mechanickému zatížení, se používá vysokorychlostní slitina kovů. Za nejkvalitnější použitý kov je považován obráběcí stroj vyrobený ještě v sovětských dobách, ale dnes je poměrně problematické najít jej ve volném prodeji.
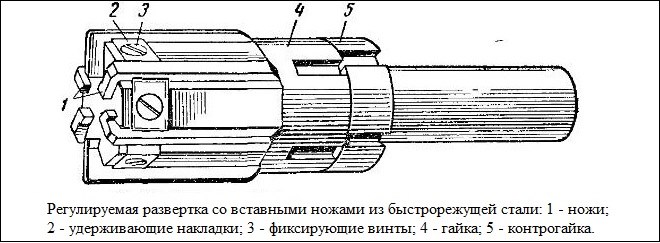
Proč jsou nutné výstružníky s nastavitelným typem? Tato otázka se často objevuje mezi začínajícími specialisty na zpracování kovů. Pomocí takového nástroje s nastavitelným průměrem pracovní části se zpracovávají otvory, jejichž rozměry průřezu neodpovídají celému číslu (například 10 nebo 16 mm), ale zlomkové hodnotě. Průměr pracovní části takového nástroje se mění poměrně jednoduše, k tomu se používají běžné klíče, pomocí kterých se uvolňují a utahují seřizovací matice speciálně upravené v konstrukci výstružníku.
Pro vytváření otvorů s vysokou přesností a kvalitou konečného zpracování v kovových výrobcích se používá speciální řezný nástroj, který má název – výstružník.
Tento nástroj je zámečnický (pro ruční práci) a strojní.
Chcete-li zjistit, co je skenování, k čemu je potřeba, jaké existují typy a jak moudře přistupovat k jeho výběru, přečtěte si článek až do konce.
Účel a princip činnosti
Výstružník slouží k vystružování otvorů – proces jejich dokončovacího obrábění po vrtání nebo zahlubování.
Použití tohoto nástroje umožňuje dosáhnout vysoké třídy drsnosti stěn otvorů a přesnosti jejich geometrie.
V závislosti na typu a vlastnostech se používá k provádění specifických technologických úkolů, včetně kalibrace otvorů, jejich odstraňování otřepů v konečné fázi zpracování součásti.

Charakteristickým rysem tohoto nástroje je velký počet zubů (obvykle od 6 do 16), který umožňuje odstranit malý přídavek, a tím upravit skutečné rozměry otvoru na požadované s vysokou přesností.
S ohledem na tvar otvorů můžete s výstružníkem pracovat jak na válci, tak i upravovat kužely pro různé úkoly, například pro instalaci kuželových čepů.
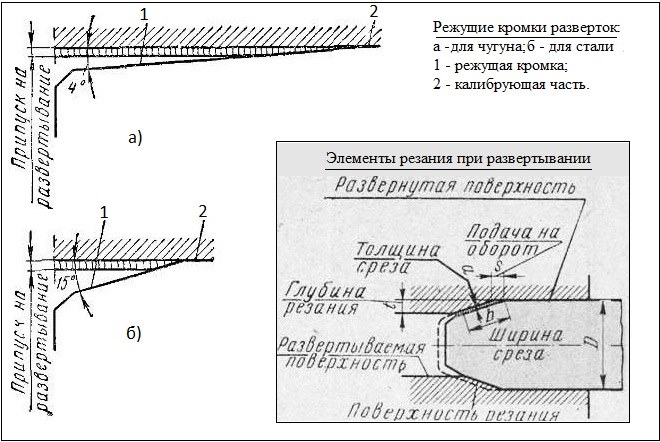
Zuby nástroje odebírají vrstvu materiálu po zlomcích milimetru, opracování probíhá jeho rotací i současným podélným posuvem.
Zařízení a vlastnosti
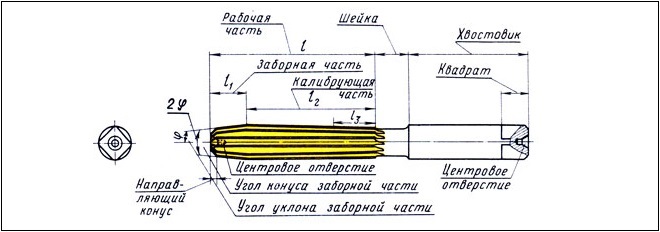
Standardní zametání se skládá z následujících částí:
- Pracovní část – má přímý vliv na materiál, je tvořena podélnými zuby.
- Přechodový krk – válcová zóna nástroje, fungující jako přechodový článek mezi předchozí a následující částí.
- Stopka – nutná pro upnutí nástroje do klíče, nebo sklíčidla obráběcího stroje.

Pracovní část je rozdělena do několika zón tvořených čely zubů:
- Sací část, na jejímž samém začátku je vodicí kužel. V této zóně má každý zub ostrou řeznou hranu, která nabírá materiál z vnitřku otvoru.
- Kalibrační část je zodpovědná za kalibraci otvoru. Okraje zubů zde tvoří tzv. válcovou stuhu (rovný povrch), která zvyšuje rozměrovou stálost nástroje.
- Zadní kužel je místo, kde zuby přiléhají k přechodovému krčku.
Mezi zuby jsou drážky, které odvádějí třísky.
Jsou přímé (nejběžnější) a spirálové (šroubovicové, vhodné při práci s nespojitými plochami).
V druhém případě je směr šroubu tvořeného drážkami opačný ke směru otáčení nástroje.
Tím je zajištěna odolnost proti zadření a samoutažení.
Materiál
Při výrobě výstružníků se používá především legovaná nástrojová ocel třídy 9XC a také rychlořezné oceli P18 a P9.
POZNÁMKA:
Třída oceli použitá při výrobě nástroje se vybírá s ohledem na zpracovávaný materiál.
Размеры
Válcové ruční modely dosahují délky 80 – 360 mm, kde pracovní část zabírá 40 – 190 mm.
Průměr nástroje je v rozmezí 3-50 mm a délka řezné části je 4-10 průměrů.
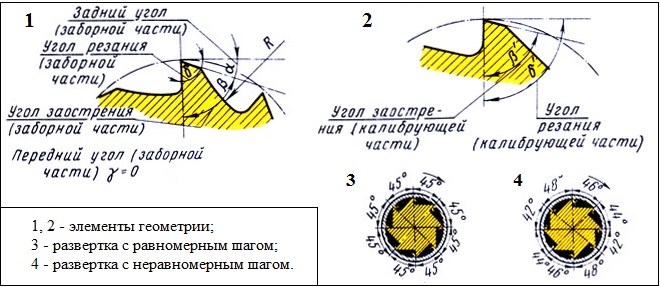
Hodnota předního úhlu je od 5° do 10° a zadního úhlu od 5° do 12°.

Délka kónických ručních možností je 55 – 170 mm, z toho řezná část zabírá 24 – 90 mm.
Maximální a minimální průměry kužele dosahují 7,67 – 45,715 mm a 6,39 – 40,978 mm.
Pokud jde o strojní výstružníky, kromě standardních možností existují modely s rozšířenou pracovní částí, jejichž konstrukce a rozměry jsou uvedeny v GOST 11175-70.
Výstružníky o průměru 1 – 120 mm s přídavkem na dokončení jsou označeny čísly od 1 do 6.
Toto číslování stanoví shodu mezi jmenovitým průměrem nástroje a jeho maximálními odchylkami.
Počet zubů se pohybuje od 6 do 14 kusů, nicméně existují možnosti pro 16 zubů, které se používají především na vysoce přesných zařízeních.
Obecně platí, že počet zubů závisí na jejich vlastní tuhosti a v nepřímém poměru.
Čím více jich je, tím vyšší je čistota finálního otvoru, ale třísky se hůře odstraňují a síla každého zubu je nižší.
POZNÁMKA:
Pro snazší kontrolu průměru výstružníku je počet zubů vždy nastaven na sudý.
V závislosti na sklonu zubů vůči ose otáčení nástroje může být výstružník ostruhový a šroubovitý.
Kromě toho mohou mít různé modely stejnou a různou rozteč, tedy vzdálenost mezi sousedními zuby.
Pokud jde o ostření, existují zuby broušené (špičaté) a vzadu.
Pro výstružníky bylo vyvinuto dostatečně velké množství regulačních dokumentů, z nichž hlavní jsou:
- GOST 29240-91 – typy, definice a termíny.
- GOST 11173-76 – pro modely s přídavkem na konečnou úpravu.
- GOST 7722-77 – pro manuální možnosti.
- GOST 1672-80 – pro jednodílné modely strojů.
Jaký je rozdíl mezi výstružníkem a vrtačkou?
Vrták je nástroj, který vytváří otvory vrtáním materiálu.
Výstružníky nejsou fyzicky schopné vrtání, ale uvedení již vytvořených otvorů do požadovaných rozměrů je přesně to, k čemu jsou stvořeny.
POZNÁMKA:
Oba nástroje jsou si navenek podobné, nejsou však zaměnitelné, to znamená, že každý z nich je schopen vykonávat pouze úkol, pro který byl vytvořen.
Je třeba poznamenat, že otvory po vrtáku mají téměř vždy odchylky v geometrii, které jsou odstraněny výstružníky.
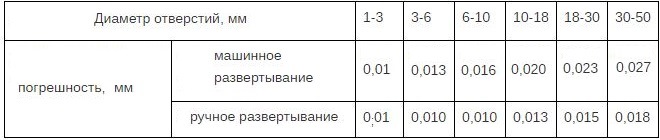
Přesnost povrchu po nanesení je rovna kvalitě od 6 do 9, přičemž drsnost (Ra) je 0,32 – 1,25 mikronů.
Typy výstružníků a jejich cena
Mechanické zpracování otvorů lze provádět pomocí nástrojů různých provedení:
Pevný výstružník
Má monolitický design, stal se nejrozšířenějším díky relativně nízkým nákladům (od 20 rublů za kus).
Pevné verze jsou odlévány z rychlořezné nebo nástrojové oceli.
Nasadnaja
Jedná se o trubku, na jejíž vnější straně jsou zuby a ve středu je otvor pro instalaci na stopce, která je následně namontována ve sklíčidle stroje.
Průměr takového nástroje může dosáhnout 30 cm.
Cena je 300 – 1300 rublů.

Kombinovaný
Jedná se o kombinaci dvou nástrojů současně a/nebo má dvě pracovní plochy.
Pozoruhodný příklad: výstružník se záhlubníkem.
Neregulovaný
Nastavitelný
Ve skutečnosti univerzální výstružník, jehož průměr může dosáhnout 50 mm.
Jedná se o speciální nástroj, který díky možnosti nastavení průměru (i když v malém rozsahu) je schopen nahradit několik nenastavitelných možností.

Podle způsobu nastavení může být roztahovací a posuvný.
Průměrná cena je od 350 rublů, může přesáhnout 3 tisíce rublů.
Zametání šídlem
Určeno pro ruční úpravu otvorů v měkkých a tenkých materiálech, jako je plast, karton, překližka, tenký a měkký kov.
Jsou dvě možnosti:
– čtyřstěnný, liší se od obvyklého šídla čtyřstěnným hrotem malého průměru, používaným hlavně na papír;
– skládací – skládá se ze dvou částí: rukojeti a samotného hrotu. Zde lze průměr otvoru rozšířit až na 14 mm.

Podle tvaru pracovní části je skenování:
Válcové
Pro práci na standardních otvorech.
Cena – od 50 do 100 rublů.
Kuželovitý
Pro obrábění standardních i kuželových otvorů, výsledkem je pouze kuželový otvor podle rozměrů samotného nástroje.
Tvarem připomíná kužel s odříznutým vrcholem.

Cena – od 50 rublů za kus, v závislosti na kuželu a průměru.
vykročil
Je mnohem méně častý, vypadá jako kónická verze, ale se stupňovitým zkosením.
Používá se pro práci s otvory v plechu.

Také rozdělení nástroje se provádí podle přesnosti jeho práce:
- Podle kvalifikace pro válcové modely.
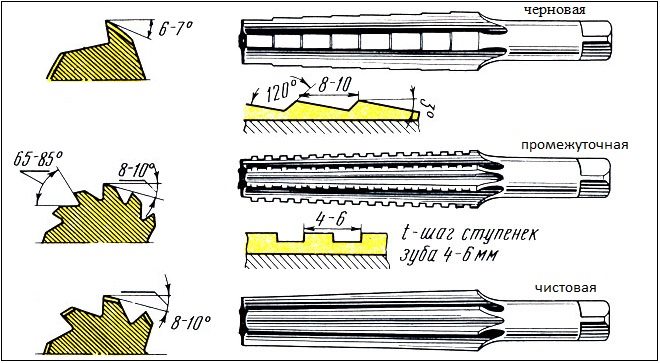
- Podle kvality zpracování pro kónické. Může se jednat o hrubé skenování (olupování, se zuby uspořádanými nepřetržitě po celé délce), střední a dokončovací pro finální úpravu.
- Podle čísel od N1 do N6 pro válcové verze s přídavkem na kalibraci.
Podle způsobu provozu, podle kterého je ocasní část vyrobena, může být výstružník:
Manuál
Pro montáž do klíče, se čtyřhrannou stopkou.
Průměr většinou nepřesahuje 50 mm a s jeho nárůstem se zvyšuje náročnost soustružení nástroje v důsledku nárůstu třecí síly.
Cena – od 20 rublů.
Strojovny
S kuželovou nebo válcovou stopkou pro montáž do sklíčidla obráběcího stroje.
Cena také začíná od 20 rublů.

Poslední možnost podle typu pracovní části lze rozdělit do následujících typů:
- Nástavbový výstružník (zmíněný dříve).
- S vyměnitelnými karbidovými destičkami.
- S pájenými deskami.
Nástroj je také klasifikován podle dalších charakteristik, například:
- Podle kovu, který byl použit při výrobě.
- Podle počtu zubů. Jak již bylo řečeno, jedná se o 6 – 16 kusů.
- Tvar drážek je rovný a šroubovitý.
Cena výstružníků závisí jak na typu samotného nástroje, tak na jeho velikosti, třídě přesnosti.
Skutečné ceny se mohou lišit od uvedených.
Jaké zametání vybrat a jak?
Při výběru výstružníků byste měli vzít v úvahu vlastnosti připravovaného zpracování otvorů, povahu otvorů a výsledek (konečná drsnost a přesnost), kterého chcete dosáhnout:
- Pro ruční práci se kupují modely se čtyřhrannou stopkou a pro zpracování na strojích – s válcovým nebo Morse kuželem.
- Pokud chcete vystružovat přerušovanou díru pomocí drážky pro pero, pak plovoucí výstružník nebo model s rovným žlábkem nelze použít. Zde se stává nezbytný nástroj se šroubovitým uspořádáním zubů.
- Pokud potřebujete vystružovat díru, která je příliš hluboká pro použití standardního nástroje nebo speciálního adaptérového pouzdra, potřebujete buď válcový výstružník s prodlouženým trnem, nebo model s prodlouženou pracovní částí.
- Pro profesionální práci se doporučuje okamžitě zakoupit sadu výstružníků různých velikostí, která se obvykle prodává ve vhodné dřevěné nebo plastové krabici.

Z čistě ekonomického hlediska je výběr výstružníků ovlivněn sériovou výrobou.
Pokud tedy plánujete hromadné nasazení děr v jakémkoli měřítku, výhoda je dána univerzálním možnostem, které lze vyladit, upravit, přeostřit nebo opravit.
Mohou to být například nastavitelné produkty, modely s odnímatelnými noži.
Jedna jednotka takového nástroje bude samozřejmě stát víc než jednoduché pevné možnosti, ale z hlediska trvanlivosti stále zaujímají vedoucí pozici.
Co se týče rozměrů zakoupeného výstružníku, vždy záleží na hloubce a průměru otvoru, se kterým se pracuje.
Z hlediska materiálu je situace podobná – pro práci s kalenými nebo jednoduše tvrdými kovy je zapotřebí nástroj s tvrdokovovými břitovými destičkami.
Co potřebujete vědět o zametání?
Některé modely výstružníků, zejména čepové, jsou vybaveny koaxiálním (vyrovnání, vyrovnání os).
Jedná se ve skutečnosti o vedení umístěné na opačné straně stopky před pracovní částí samotného nástroje.
Koaxiální model umožňuje vysoce přesné ruční zpracování hlubokých průchozích otvorů bez obav z vychýlení od středu, a tím narušení jejich geometrie.
Výrobci výstružníků
Výrobou slušných kvalitních výstružníků se zabývají firmy jako Bahco, GRIFF, Licota, Rock FORCE.





