Svařování plynových potrubí se provádí pomocí různých technologií: plazma, plyn, argon, elektrický oblouk. Přípojky musí být kvalitní, začátečníci nesmí instalovat plynovody, pouze specialisté s osobní značkou. Proces je regulován GOST 16037-80 a SNiP III-42-80. Volba metody svařování závisí na slitině. Pro instalaci použijte ocelové a plastové válcované výrobky. Kov se tradičně používá pro domácí plynovody.

Metody svařování
Technologie instalace závisí na průměru potrubí a tloušťce stěny:
- Plynové svařování acetylenem nebo propanem se používá pro trubky do průměru 150 mm a se stěnou do 6 mm. Spoje do tloušťky 3 mm jsou svařeny bez řezání, na zbytku jsou hrany předřezány pod ostrým úhlem pro vytvoření pevného spoje.
- Pro ocelové plynovody se používá svařování argonovým obloukem, MIG/MAG.
- Elektrické svařování se provádí při malých objemech, počet průvarů závisí na tloušťce válcovaného výrobku. Pro práci používejte automatické, poloautomatické nebo ruční svařovací zařízení.
- Poloautomatické zařízení obvykle dělá dokončovací vrstvu, používají se tavidla nebo ochranná atmosféra.
- V domovní elektroinstalaci se ve výjimečných případech používá elektrické svařování, obvykle se používá plynová zařízení.
Každá z metod má pro a proti. Hodně závisí na materiálu, který se má svařovat, přístupu k potrubí v oblastech, které mají být namontovány.
Obloukové svařování
Při svařování plynových potrubí elektrickým svařováním začíná práce s přípravou okrajů. Jsou vyrovnány bruskou v pravém úhlu. Otřepy se čistí pilníkem. Pokud jsou stěny tlustší než 3 mm, okraje se seříznou pod úhlem až 60 °. Ze spár se odstraní rez, nečistoty, poté se provede odmaštění.
Před průchodem švu jsou díly zachyceny na několika místech spotřebními elektrodami v několika průchodech:
- tenké stěny 3 mm se vaří najednou;
- do 6 mm – ve dvou vrstvách;
- více než 6 mm tlusté – tři nebo více.
Rotační kloub se kompletně projede jedním tahem, pro práci se používají speciální rotátory. S obtížným přístupem je šev svařen fragmentárně a vyplní celý spoj roztaveným kovem. Finální vrstva se provádí spojitě, spoje svarových spojů se překrývají.

Svařování MIG/MAG
Technologie Metal Inert/Active Gas zajišťuje vytvoření ochranné atmosféry nad pracovním prostorem. MIG/MAG svařování plynového potrubí se používá pro válcované uhlíkové oceli, spočívá v podávání přídavného drátu, jeho roztavení působením elektrického oblouku. Ochranná atmosféra zabraňuje oxidaci taveniny. V invertorových poloautomatických strojích funguje plnicí drát jako vodivá elektroda. Přívod plynu je regulován reduktorem nebo průtokoměrem. Metody svařování:
- ruční – svářeč sám přivádí přísadu do svarové lázně (nejjednodušší a nejlevnější varianta pro provádění svářečských prací);
- v poloautomatickém režimu je přísada přiváděna přes pistoli nastavitelnou rychlostí (práce s invertorovým zařízením vyžaduje určité dovednosti, schopnost ovládat šev);
- při použití automatických strojů je rychlost posuvu přídavného drátu pevná (používá se drahé zařízení).
Jako ochranná atmosféra se používá oxid uhličitý, průměrný průtok pro tenkostěnné potrubí je 15 l/h. Přídavný drát se volí podle typu materiálu potrubí.
Metoda argonového oblouku
Plynové potrubí je nutné svařovat technologií TIG (Tungsten Insert Gas) pomocí žáruvzdorných elektrod na bázi wolframu. Vytváří elektrický oblouk, pod jehož vlivem:
- okraje tupého spoje jsou nataveny (při práci na tenkostěnných trubkách a válcovaných výrobcích z st.10, st.20);
- tavenina vzniká zahříváním přídavného drátu.
Při svařování hlavních potrubí se používají usměrňovače nebo invertory. Po celé pracovní ploše je vytvořen ochranný plynový oblak, argon je ionizován při obrácené polaritě.
- stěny do 4 mm se vaří shora dolů, aby tavenina rovnoměrně vyplnila spáru;
- silnostěnné válcované výrobky se nejlépe vaří ve spodní poloze nebo zdola nahoru;
- každý z prostupů začíná v jiném bodě s přesahem do 30 mm;
- argon se dodává před zapálením oblouku, přívod končí po ztuhnutí horní části spoje (minimální expozice 20 sekund);
- pro svařování vysokolegovaných nerezových slitin používám tavidlo FP 8-2, uvnitř trubky je přiváděn ochranný plyn pro ochranu vnitřního povrchu svaru;
- mezikroužky pro válcované výrobky se stěnou větší než 10 mm se nepoužívají.
Síla pracovního proudu závisí na chemickém složení slitiny, tloušťce válcovaného výrobku. Možné hodnoty jsou od 150 do 500 A. Podle intenzity proudu se volí průměr elektrody.
Svařování plynem
Podstatou metody je tavení kovu pod vlivem plamene. Plynové svařování se používá pro instalaci válcovaných trubek s tloušťkou stěny větší než 3,5 mm. Acetylen nebo jiný hořlavý plyn vytváří teploty až 3000°C. Tenkostěnné válcované výrobky jsou svařovány pomocí ochranných tavidel, chrání trubku před popálením.
Přídavný drát je přiváděn do pracovní zóny před hořákem, tvoří tavnou lázeň, tvoří nohu svaru. Svarová housenka je tvořena pohyby hořáku, směrem plamene. Pevné spoje se získají pouze při rovnoměrném zahřívání stěn a přísad, je důležité zabránit nedostatku pronikání, aby nedocházelo k únikům plynu.
Když je přístup ke kloubu obtížný, používá se chirurgický steh. Otočné spoje jsou provedeny na přístupných místech. Při instalaci potrubí s přesahem, pokud je nutné přejít z jednoho průměru na druhý, se spoj svaří v několika prostupech, aby se vytvořila vyhlazovací vrstva. Kvalita švů při svařování acetylenem je horší než u MIG / MAG nebo TIG, vysoce kvalitní spoje jsou možné pouze pro zkušené svářeče. Pro začátečníky jsou možné popáleniny a nedostatek penetrace.
Vlastnosti svařování v bytě
Pro svařování nízkotlakého potrubí malého průměru se tradičně používá ruční nebo poloautomatické svařování elektrickým obloukem. Na křižovatce úseků různých průměrů jsou zapotřebí adaptéry, bez nich je spolehlivost plynovodu snížena.
Před svařováním plynového potrubí v bytě zkontrolují, zda je plyn uzavřen. Pokud je nutná demontáž místa, použijte řezačku. Při přenášení trubky je spoj tlumen svařováním niklu z kovu. Hlavní fáze práce:
- místo instalace je vyčištěno, aby se odstranil zbytkový zemní plyn;
- fréza demontuje vyměněnou sekci;
- hrany spár jsou očištěny, odmaštěny;
- po svařování je linka naplněna;
- každý spoj je v testovacím režimu zkontrolován na těsnost (na spoj se aplikuje mýdlová směs, pokud se objeví bubliny, dochází k netěsnosti).
Na plynovody jsou kladeny zvláštní požadavky, samostatná instalace nebo demontáž plynovodů je zakázána.
Práce na hlavní elektroinstalaci se provádějí se souhlasem organizace zásobování plynem po schválení projektu. Je nutné zajistit připojení uzavíracích ventilů – speciálních kohoutů, které uzavírají přívod plynu.
V bytových domech se práce provádějí pod kontrolou plynárenské služby, v soukromých domech mohou majitelé instalovat potrubí sami, ale v souladu s požadavky SNiP.
Spojení trubek natupo silami zkušených svářečů. Požární bezpečnost objektu závisí na těsnosti plynovodů. I při malé závadě jsou možné netěsnosti, takže kontrola spojení probíhá bez problémů.
Vlastnosti svařování plynových potrubí
Slogan – „Zplynování celé země“ – je aktuální i dnes. Montáž plynovodů a jejich oprava se nezastaví na jediný den, svářeči tak mají vždy co dělat. Pravda, ne pro každého, protože to by měli dělat pouze vysoce kvalifikovaní svářeči. A existuje pouze jeden důvod – uvnitř plynového potrubí proudí modré palivo pod vysokým tlakem, dokonce i v domácích sítích je to 3-4 atmosféry. To znamená, že vždy existuje riziko, že potrubí praskne, pokud svařování plynového potrubí nebylo provedeno na správné úrovni.

Metody svařování plynových potrubí
Plynové potrubí můžete vařit různými způsoby:
- svařování plynem;
- elektrické svařování;
- svařování netavnou elektrodou v prostředí ochranného plynu: ruční nebo poloautomatické.
Volba technologie svařování bude záviset na parametrech použitých trubek. Pokud mají tenkou stěnu (do 4 mm), pak se obvykle používá svařování plynem. Pokud více, pak další dvě možnosti. Současně se elektrické svařování používá v případech, kdy je objem prováděných operací nevýznamný. Ve všech ostatních případech se používají svařovací stroje nebo poloautomaty.
svařování plynového potrubí
Jako u každého svařovacího procesu musí být nejprve připraveny samotné trubky. Velmi důležitým bodem je nepřehlédnout vady na koncích plynových trubek spojených na tupo. Nemusí se navzájem shodovat ve velikosti a tvaru otvoru. To platí zejména pro formu. Nemusí to být kulaté, ale oválné, což způsobí potíže nejen se svařováním, ale s přesným spojováním.
Plynové potrubí je možné vařit s tenkou stěnou bez vytvoření okraje, ale je to s nimi lepší. Protože jimi tvořená svarová lázeň dává úplné a kvalitní vyplnění mezery. Ujistěte se, že hrany jsou zpracovány do kovového lesku, to znamená, že jsou odstraněny rez, nečistoty a stopy jiných materiálů. Jsou-li na místě svařování přítomny mastné a olejové skvrny, je nutné je také odstranit, alespoň rozpouštědlem. Tato opatření jsou účinná, ovlivňují kvalitu svaru.
Další přípravnou fází je výběr přídavného drátu. Vše je zde jednoduché – musí být vyrobeno ze stejné suroviny jako samotný plynovod.
Vše je připraveno, můžete přistoupit ke svařování. Hořák je ke svarové lázni přiveden pod úhlem a je zde také přiváděn přídavný drát. Je důležité nejprve zahřát konce dvou spojovacích trubek do červeného stavu. Poté se do lázně zavede drát, který se působením vysokých teplot roztaví a jeho kov vyplní mezeru mezi okraji. Je třeba poznamenat, že u této technologie nedochází k žádnému spojení kovů trubek a drátů na mezikrystalických vazbách. Proto takové spojení není vysokopevnostní. Ačkoli pro potrubí přívodu plynu pod nízkým tlakem to bude stačit.
- Pokud se pro svařování plynových potrubí používá acetylen, lze svar provést jedním průchodem.
- Spalovací teplota tohoto plynu je velmi vysoká a stačí dobře zahřát okraje a rychle roztavit plnicí drát ve velkém objemu.
- Začátek a konec švu se musí překrývat.
Často dochází k situacím, kdy je umístění svarového spoje na nevhodném místě (například u stěny). Proto vždy existuje možnost, že bude špatně svařený. Pokud se jedná o trubky velkého průměru, můžete je svařovat zvenčí i zevnitř. Aby bylo možné svařovat zevnitř, bude nutné v blízkosti spoje vytvořit otvor tak, aby se do něj vešla ruka s drátem a hořák, a svařit podél vnitřního průměru.
Mimochodem, je třeba říci, že někteří vysoce kvalifikovaní svářeči jsou vynikající ve svařování plynových potrubí pomocí elektrického svařování. Naštěstí na to existují invertory. Na otázku, zda je možné svařovat trubky s tenkou stěnou pomocí svařování elektrickým obloukem, lze tedy odpovědět kladně.
Obloukové svařování trubek
Jedná se o jeden z nejběžnějších způsobů připojení plynového potrubí. Technologie umožňuje použití ručního svařování, automatické a poloautomatické (s použitím samostíněného plněného drátu). Tento způsob připojení plynových potrubí je lepší, protože k dokování dochází na úrovni mezikrystalických vazeb. To znamená, že roztavená elektrodová tyč je zatavena do roztaveného kovu na okrajích trubky. Ve svarové lázni se ve skutečnosti získá jeden monolitický úsek.
Jak správně připojit potrubí přívodu plynu elektrickým svařováním.
- Konce trubek se čistí stejným způsobem jako v případě svařování plynem.
- Musí být vytvořeny okraje. To lze provést pilníkem nebo bruskou s brusným kotoučem. Optimální úhel připojení hrany je 60°.
- Trubky musí být uloženy ve vodorovné rovině a vzájemně vystředěny.
- Přichycení se vyrábí (počet je určen průřezem trubky) o délce 3-4 cm.Hlavní věc je, že přichycení z hlediska výšky plnění by nemělo být větší než 2/3 tloušťky stěny.
Vše je připraveno, zbývá jen vařit. V tomto případě je třeba dodržovat některá pravidla svařování. Pokud má trubka tloušťku stěny 4-6 mm, lze svařování provést jedním průchodem. V ostatních případech jen několik průchodů elektrodou. To znamená, že vytváření kovové výplně švu by mělo být prováděno ve vrstvách. V tomto případě platí, že čím vyšší vrstva, tím větší průměr elektrody by měl být použit.
Je velmi obtížné vařit plynové potrubí v průměru, takže jsou instalovány ve speciálním zařízení – rotátoru. Pokud žádný není, svařování se provádí zdola nahoru. To znamená, že trubka je rozdělena na dvě části svislicí a každá sekce je svařena samostatně. V tomto případě je nutné překrýt spoje svařovacích vrstev.
Pokud se provádí svařování hlavních plynovodů, připojení se provádí po částech. To znamená, že se postupně po částech vyplní celý šev a poslední vrstva se nanese celá po celém obvodu.
Poloautomatické elektrické svařování v ochranné atmosféře se používá i při svařování plynových potrubí. Z hlediska kvality je efektivnější než předchozí možnosti. Jde o to, že proces svařování hran není ovlivněn chemickými prvky ve vzduchu. Protože svařovací zóna je pokryta ochranným plynem, obvykle směsí argonu s kyslíkem a oxidem uhličitým. Lze použít i jiné směsi.
TIG svařování
Tato technologie se obvykle nazývá argonový oblouk. Název pochází ze skutečnosti, že argonový plyn se nejčastěji používá jako ochranný plyn, ale ne vždy. Obvykle se ke svařování ocelových výrobků používá wolframová tyč a samotné svařování se provádí s přímou polaritou.
Pro připojení můžete použít výplňový drát, nebo se obejdete bez něj. Vše závisí na tloušťce stěny spojovaných obrobků. Nejčastěji se však používá kombinovaná technologie. To znamená, že kořenový svar je svařen bez přísady a povrchové vrstvy jsou svařeny pomocí drátu. Mimochodem, trubky z oceli 10 a 20 se vždy svařují bez přídavného drátu.
Pokud se spojují plynové trubky s tloušťkou stěny menší než 5 mm, pak je třeba svařování provádět shora dolů, v ostatních případech zdola nahoru. Obecně je třeba se vyhnout nadzemnímu a vertikálnímu svařování, takže bude lepší, když se spojování trubkových konstrukcí provádí v rotačních válcích a samotný proces svařování se provádí ve spodní poloze.
- Všechny přípravné procesy jsou úplně stejné jako v prvních dvou případech.
- Při spojování potrubí o velkém průměru (více než 80 mm) je nutné dodržet přesné vystředění a sponkování. V tomto případě se po nanesení první koňské vrstvy musí cvočky přetavit.
- Oblouk by měl být uhašen a znovu zapálen pouze na okraji nebo na roztaveném kovu svaru. Současně musí být svařování na švu dokončeno ve vzdálenosti 20-30 mm od konce švu.
- Přívod ochranného plynu je nutné ukončit po přerušení elektrického oblouku po 5-10 sekundách.
- Pokud je plynovod vytvořen z trubek z vysoce legované korozivzdorné oceli, pak se před svařováním do potrubí přivádí ochranný plyn nebo se v procesu používá ochranné tavidlo, například pasta FP8-2.
- Silnostěnné trubky (tloušťka nad 10 mm) o průměru nad 100 mm, vyrobené z nízkolegovaných a nízkouhlíkových ocelí, jsou svařovány bez opěrných kroužků. Současně musí být samotný proces prováděn metodou obráceného kroku, svařovací úseky ne delší než 20 cm. Tloušťka švu by neměla být menší než 3 mm a hladký přechod na samotný povrch trubky je nezbytně nutný. zajištěno.
Plynofikace měst a obcí je plánovanou akcí. Proces svařování plynovodů proto patří do kategorie odpovědných. V různých případech se však používají různé metody svařování, hodně závisí na podmínkách svařovacích procesů, na parametrech instalovaných trubek, na schopnostech společnosti, která se zabývá instalací potrubí. V každém případě je však třeba znovu připomenout, že připojení potrubních konstrukcí pro plyn by měli provádět pouze vysoce kvalifikovaní svářeči.
Pro svařování ocelových trubek plynovodů se používá ruční obloukové a plynové svařování. Obě metody zahrnují ohřev kovu nad teplotu tání, v důsledku čehož se vytvoří malý objem tekutého kovu omezený pevným kovem – svarová lázeň (pic.1).
Obr.1 Svařovací bazén
Při pohybu zdroje tepla po spoji v hlavové části svarové lázně se kov roztaví a v ocasní části krystalizuje a vytvoří svar. Při vytváření švu se dodává přídavný materiál ve formě svařovacího drátu (elektrody). Při svařování se do svarového kovu dostávají plyny, které zhoršují jeho vlastnosti, proto je předpokladem pro získání kvalitního svarového spoje ochrana svarové zóny před vzduchem.
Svařování a řezání plynem
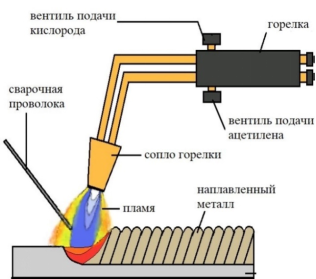
Obr.2 Schéma svařování plynem
Ruční svařování plynem (acetylenem) se provádí plamenem vznikajícím spalováním směsi kyslíku a acetylenu (obr.2). Plamen o teplotě nad 3000 0 C nataví okraje svařovaných trubek a přídavný drát, ze kterého je svar vytvořen. Šev je chráněn před vzduchem produkty spalování. Plynové svařování se vyznačuje dlouhým pobytem kovu v zóně vysoké teploty. Mechanické vlastnosti svarových spojů (pevnost, tažnost, houževnatost) vyrobených svařováním plynem jsou horší než u svarů elektrickým obloukem. Svařování acetylenem je povoleno pro plynovody jmenovitého průměru 150 mm s tloušťkou stěny do 5 mm se zkosenými hranami. Při tloušťce do 3 mm se svařování provádí bez zkosení hran.
Zařízení pro svařování plynem
Pro svařování plynem a řezání ocelových plynovodů, svařovacích přídavných materiálů a svařovacích zařízení uvedených v tabulka 1.
svářecí zařízení
Svařovací spotřební materiál
Plynová svařovací stanice skládající se z: plynových lahví, reduktorů, hořáků (řezaček), gumotextilních manžet
Pevný svařovací drát (Ps)
Hořlavé plyny (Gg)
Acetylen je hlavní plyn používaný při svařování plynem, protože při jeho spalování v kyslíku dosahuje teplota plamene 3150 °C. Zajímavost: nejvyšší teplota nastává při spalování dikyanoacetylenu C 4 N 2 v ozónu – 5730 °C.
Čistý acetylen je bez zápachu. Technický acetylén má charakteristický nepříjemný zápach, který mu dávají nečistoty. Dodává se na místo svařování v bílých válcích (Obr), kde je rozpuštěn v acetonu, který je zase impregnován porézní hmotou, například aktivním uhlím o velikosti částic 2–3 mm. Maximální tlak ve válci je 1,9 MPa.



Obr.3 Válce pro svařování a řezání plynem
Kyslík je dodáván jako plyn v modrých lahvích s pracovním tlakem 10, 15 nebo 20 MPa (Obr.3,b). Objem válce je 40 litrů.
Řezání plynem se používá k řezání částí trubek, řezání polotovarů z kovu. Při řezání oceli se v kyslíku zahřeje na zápalnou teplotu, poté se spálí v proudu kyslíku. Výsledné teplo ohřívá následující části kovu. Zplodiny hoření jsou vyfukovány z řezu proudem kyslíku a plynů vznikajících při hoření. Pro řezání plynem se používá kyslík a směs propan-butan – zkapalněný uhlovodíkový plyn (LHG). Dodává se v červených lahvích, maximální tlak je 1,6 MPa (obr. 3, c).

Rýže. 4 Reduktor kyslíku
Redukce jsou připevněny k ventilům lahví. Jsou nezbytné pro snížení tlaku plynu a jeho udržení na stejné úrovni bez ohledu na průtok. Podle použitého plynu se reduktory dělí na kyslík (pic.4), acetylen a propan-butan. Barva reduktoru odpovídá barvě válce, ve kterém je plyn přiváděn. Pro přívod plynu z reduktorů k hořáku (nebo řezačce) se používají gumotextilní návleky – hadice.
Pro svařování plynem se používají svařovací hořáky, ve kterých se ve správném poměru mísí acetylen a kyslík. Během provozu může svářeč měnit poměr hořlavého plynu a okysličovadla a také upravovat výkon hořáku v závislosti na tloušťce svařovaných dílů.
Hořáky používané pro řezání plynem se nazývají hořáky. Jsou nezbytné pro vytvoření předehřívacího plamene a přívod kyslíku do zóny řezání.

Obr.5 Plnicí drát
Přídavný drát z nízkouhlíkové oceli Sv-08, Sv-08A, používaný pro svařování trubek plynem, je vyráběn v souladu s GOST 2246 nebo podle specifikace výrobce. Čísla za indexem Sv ukazují průměrný obsah uhlíku v setinách procenta. Písmeno A na konci označuje zvýšenou čistotu kovu z hlediska síry a fosforu. Pro svařování nízkolegovaných ocelí se používají dráty jakosti SV-08GA, SV-08GS, SV12GS atd. Drát je dodáván ve svitcích (svitcích) s povinnou přítomností označení – kovovým štítkem (pic.5). Musí být skladován v uzavřených skladech.
Ruční obloukové svařování
Při svařování elektrickým obloukem k procesu dochází v důsledku tepla elektrického oblouku. Oblouk je vytvořen mezi elektrodou připojenou k jednomu pólu a materiálem určeným ke svařování připojeným k druhému pólu.
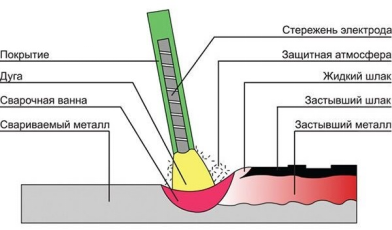
Obr.6 Obloukové svařování
Elektroda pro ruční obloukové svařování je tyč svařovacího drátu, která byla potažena. Vysoká teplota oblouku zahřívá kov tyče a trubky, což vede ke vzniku svarové lázně ( pic.6 ). Roztavená tyč ve formě oddělených částic pokrytých struskou vstupuje do lázně. Hlavním účelem povlaku je chránit svařovací zónu před vzduchem. Plynotvorné složky povlaku se rozkládají za vzniku plynů, které vytlačují vzduch. Tato vrstva zabraňuje interakci taveniny s atmosférickými plyny. Struskotvorné látky pokrývají roztavený kov vrstvou strusky, která vyplave na povrch a chrání šev během krystalizace kovu. Deoxidační složky reagují s kyslíkem rozpuštěným ve svarové lázni a také s oxidy a obnovují čisté železo. Samy přitom oxidují a přecházejí do strusky. Při svařování obalenými elektrodami je tak roztavený kov chráněn před vzduchem:
struska pokrývající šev;
plyny z rozkládajících se nátěrových látek;
deoxidační chemické reakce.
Stabilizační složky povlaku zajišťují stabilní jiskření díky obsahu prvků s nízkým ionizačním potenciálem.

Obr.7 Svařovací elektrody
Elektrody se používají pro svařování ocelových plynovodů (obr.7) typy E-42, E-42A, E-46, E-46A, v případě potřeby E-50A. Čísla za E indexem ukazují pevnost v tahu oceli, ze které je elektroda vyrobena. Například pro elektrodu E-42 je to nejméně 42 kg / mm 2 (420 MPa). Písmeno A na konci označuje zvýšenou čistotu kovu z hlediska obsahu nečistot. Svařování trubek z uhlíkové oceli se provádí elektrodami typu E42, E46, z nízkolegované oceli – E50.
Mokré elektrody musí být před použitím vyžíhány. Voda obsažená v povlaku se při svařování rozkládá za vzniku vodíku, který proniká do svarového kovu a vytváří plynové póry.
Zařízení pro obloukové svařování
Zdroje proudu pro ruční obloukové svařování musí zajistit zapálení a zhasnutí oblouku, stabilní hoření a kontrolu jeho fyzikálních parametrů. Svařovací oblouk se stane:
stejnosměrný proud – polarita elektrody a svařovaného prvku se během procesu svařování nemění;
střídavý proud – polarita se mění s frekvencí střídavého proudu.
Transformátory umožňují získat střídavý svařovací oblouk. Stejnosměrný proud produkují usměrňovače, měniče a střídače. Kabely s kabelovými oky slouží k napájení svařovacího proudu ze zdrojů a zpět. Pro upevnění elektrod, jejich přivádění svařovacího proudu a manipulaci při svařování jsou potřeba držáky elektrod. Zemnící svorky slouží k upevnění zpětného kabelu.

Obr.8 Invertorový svařovací stroj
V současné době jsou svařovací transformátory nahrazovány invertorovými zařízeními. (obr.8). V nich je do usměrňovače přiváděn střídavý proud, po kterém je přijatý stejnosměrný proud přeměněn invertorem pomocí tranzistorů na střídavý proud o frekvenci 20-50 kHz. Poté se vysokofrekvenční střídavé napětí sníží na 70-90 V a proudová síla se zvýší na 100-200 A potřebných pro svařování.
Bez svařovacích technologií je výstavba plynárenských sítí nemožná. Po mnoho desetiletí zajišťují spolehlivost a bezpečnost plynovodů a konstrukcí na nich.
Autor článku: Vershilovič Vladislav Adamovich
– Místo výkonu práce – OOO Gazprom Gas Distribution Nižnij Novgorod
– Autor populárních knih a příruček o stavbě a provozu plynových zařízení
Absolvujte kurzy průmyslové bezpečnosti
A získat certifikaci

Držitel autorských práv: Školicí středisko “Akademie zabezpečení”
Všechna práva k článkům a dalším informačním materiálům umístěným na tomto webu náleží jeho vlastníkovi a autorům těchto článků. Jakékoli použití materiálů, včetně přetisku (částečného nebo úplného), je povoleno pouze v případě, že je uvedeno autorství (ChEI DPO „Výcvikové centrum bezpečnostní akademie“) a je vytvořen přímý aktivní hypertextový odkaz na stránku ve tvaru: „zdroj: ab -dpo.ru”, jakož i při zachování všech aktivních hypertextových odkazů obsažených ve zveřejněných materiálech. Je nepřípustné používat e-mailové adresy umístěné na stránkách webu pro zadávání do databází a provádění nepovolených hromadných rozesílání SPAMů.

Potrubí, ze kterého se staví plynovody, se nejčastěji montují pomocí trvalých spojů. Svařované spoje se používají pro ocelové a polyetylenové trubky.

Plynovody postavené z potrubí zaujímají v prostoru pevnou polohu. V některých případech je však nutné mít možnost zařízení přemístit nebo zajistit snadné připojení

Pro pokládku plynovodů se kromě oceli a již tradičního polyetylenu používá také měď a kovoplast. Dodnes se často nepoužívají. Každý z těchto materiálů má své výhody a nevýhody, svůj vlastní rozsah.





