Ve skutečnosti stránka již obsahuje podrobné pokyny pro pájení polypropylenových trubek vlastními rukama, které popisují technologii a hlavní body procesu. V tomto článku budeme hovořit o něčem jiném – o hlavních chybách, kterých se nezkušení profesionálové dopouštějí.
Nákup páječky pro svařování polypropylenových trubek není nejdůležitější, protože musíte být schopni tento nástroj správně používat. Na internetu samozřejmě existuje mnoho videí, která vám řeknou, jak správně pájet polypropylenové trubky, ale obvykle tyto video tutoriály postrádají velmi důležitý bod – hlavní chyby při svařování, a zde by měla začít cesta instalačního technika.
Hlavní chyby při svařování polypropylenových trubek a jak jim předcházet
Důležité! Jaké jsou tedy tyto chyby? Co byste měli vědět, než vezmete do ruky páječku? Jaká je správná teplota pro pájení trubek? O tom a mnohem více si povíme v naší recenzi.
Časté chyby při svařování PP trubek
Nejčastější chyby souvisí s následujícími body.

Páječka pro plastové trubky
Špatná teplota
Často je na páječce nastavena maximální teplota, v důsledku čehož se plast silně roztaví a v důsledku toho se udělá nejhorší chyba – sníží se vstupní průměr výrobku nebo tvarovky. Existuje řada faktorů, které ovlivňují teplotu páječky. Může to být například okolní teplota. Pokud je venku + 18-20 ° С, nemusíte nastavovat maximální výkon – stačí 250-270 ° С.
Svařování plastových trubek
Dalším důležitým bodem je průměr trubek. Čím menší je průměr, tím nižší by měla být teplota zařízení. To lze samozřejmě řídit dobou ohřevu, ale někdy, pokud snížíte teplotu páječky, můžete zabránit roztavení (a následné deformaci) konců trubek.
Ceny za páječku na plastové trubky
doba pájení
Při nedodržení určité doby při svařování je možné roztavit konce trubek natolik, že je nevyhnutelná deformace.

Jak pájet polypropylenové trubky
Pro standardní situace existují určité termíny (při teplotě 250-270 ° C), pojďme se s nimi seznámit.
Stůl. Doporučená doba ohřevu při pájení PP trubek.
| Průměr potrubí, mm | Požadovaná doba ohřevu, sec |
|---|---|
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 24 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50-60 |

Řešení chyb při pájení PP trubek
Pamatujte ale, že tato doba je ovlivněna nejen průměrem, ale také teplotou, kterou si na páječce nastavíte. A samozřejmě teplota v domě nebo venku.

Plastové trubky pro instalatérské práce
Špatně vyčištěné potrubí
Pokud jsou mokré nebo špinavé, pak je únik v každém případě nevyhnutelný. Před pájením by proto měly být trubky očištěny od nečistot, prachu a vysušeny. Pokud například měníte přívod vody a z potrubí teče voda, měli byste přívod vody alespoň dočasně zastavit. Případně dovnitř můžete nacpat ubrousek nebo kousek toaletního papíru. Po dokončení pájení se ubrousek vymyje nově tekoucí vodou a skončí v hrubém filtru, aniž by poškodil potrubí.

Toaletní papír může být užitečný při pájení PP trubek
Ceny polypropylenových trubek pro zásobování vodou
Správně pájeme polypropylenové trubky
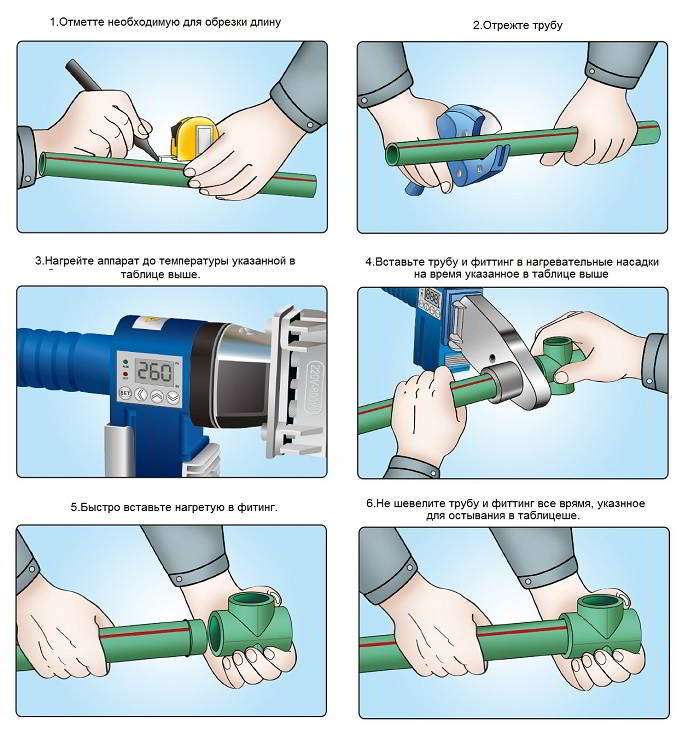
Poté, co jsme se vypořádali s hlavními chybami, dáme malý návod pro svařování plastových trubek.
Krok 1. Nejprve si připravte vše, co potřebujete pro práci:
- samotná páječka;
- pila na kov (nejlépe řezačka trubek, pokud je to možné);
- trubky s armaturami;
- marker
Krok 2. Pájka je sestavena, jsou na ni umístěny potřebné nástavce, poté je zařízení připojeno k síti a zahřáto. Když se dobře ohřeje, je vhodné jej (alespoň jednou) vypnout. Na trubce je vytvořena značka, která označuje hloubku jejího zasunutí do tvarovky. Poté můžete přistoupit přímo k pájení.

Označení potrubí před pájením
Krok 3. Trubka je označena, je na ní naznačeno, kam a jak bude směřovat tvarovka (případně T, koleno atd.), na což je lepší použít černý stavební fix. Zaznamenává se také hloubka zasunutí do tvarovky. V budoucnu to pomůže vyhnout se všem druhům chyb týkajících se značek.
Krok 4. Trubka je poháněna na jedné straně dobře zahřáté páječky a tvarovka na druhé straně. Začíná odpočítávání času (podle tabulky), po kterém se spojené prvky rychle vyjmou a spojí dohromady.

Prvky je třeba po určitou dobu zahřát
Krok 5. Tvarovka se při spojování ihned vyrovná tak, aby přesně seděla na trubce. Samotná trubka by neměla být silně zatlačena – stačí ji zasadit do výše uvedené hloubky. Pokud zatlačíte příliš silně, může se vnitřní průměr trubky zmenšit, a to je již velmi hrubá chyba!
Kromě toho nesmí být armatura při spojování zkroucená. Jednoduše řečeno, musíte: zahřát, připojit, vyrovnat a podržet asi půl minuty.
Etapy pájení polypropylenových trubek
Za 30 (nebo lépe 40) sekund by měl plast ztvrdnout. To je vše, přejeme vám hodně štěstí ve všech vašich snahách! Určitě se o svůj názor podělte v komentářích. Děkuji!
Video – Pájení plastových trubek

Koupit páječku na plastové trubky není tak špatné, protože je třeba je umět používat. Samozřejmě dnes není těžké najít na internetu video o tom, jak pájet plastové trubky. V takových video tutoriálech však zpravidla nehovoří o hlavních chybách při pájení polypropylenových trubek a právě s nimi začíná cesta instalačního technika.
Jaké jsou nejčastější chyby při pájení trubek? Co musíte zvážit, než vezmete do rukou páječku pro svařování trubek? Jakou teplotu nastavit a jak správně pájet trubky? Právě o tom bude řeč v recenzi stavebního časopisu samastroyka.ru.
Chyby při pájení polypropylenových trubek
S tím souvisí hlavní chyby při pájení, a to zcela správně, při svařování polypropylenových trubek:
Nesprávná teplota svařování potrubí – mnoho lidí si na páječce nastavuje maximální teplotu, čímž dochází k velkému roztavení plastu a tím se můžete dopustit nejzávažnější chyby spojené se zmenšením vstupního průměru trubky nebo tvarovky. Teplota, která by měla být nastavena na páječce, závisí na mnoha faktorech, jako je okolní teplota. Při teplotě vzduchu 18-20 stupňů není potřeba nastavovat páječku na trubky na maximální možný výkon, postačí na ní nastavit teplotu v rozmezí 250-270 stupňů.

V tomto případě stojí za to zvážit průměr trubek, čím menší je, tím nižší by měla být teplota páječky. Tento moment lze samozřejmě upravit dobou ohřevu trubky a tvarovky, ale někdy je to právě pokles teploty páječky, který umožňuje zabránit roztavení konců trubek s jejich další deformací.
Doba pájení trubek
Pokud při pájení polypropylenových trubek nedodržíte určitou dobu, můžete jejich konce roztavit do takové míry, že se nelze vyhnout deformaci.

Proto pro standardní situace existují následující časové intervaly pro pájení trubek při teplotě páječky 250-270 stupňů:
- Průměr trubky 20 mm (doba ohřevu 5 sekund);
- Průměr trubky 25 mm (doba ohřevu 7 sekund);
- Průměr trubky 32 mm (doba ohřevu 8 sekund);
- Průměr trubky 40 mm (doba ohřevu 12 sekund);
- Průměr trubky 50 mm (doba ohřevu 18 sekund);
- Průměr trubky 63 mm (doba ohřevu 24 sekund);
- Průměr trubky 75 mm (doba ohřevu 30 sekund);
- Průměr trubky 90 mm (doba ohřevu 40 sekund);
- Průměr trubky 110 mm (doba ohřevu 50 sec-1 min).
Ujasněme si, že doba ohřevu polypropylenových trubek závisí nejen na jejich průměru, ale také na teplotě nastavené na páječce trubek a také na teplotě uvnitř nebo venku.

Špatně vyčištěný povrch potrubí — nemůžete pájet špinavé nebo mokré trubky, protože v každém případě prosakují. Proto se před svařováním trubek ujistěte, že je jejich povrch suchý a bez nečistot a prachu. Pokud voda vytéká z potrubí například při výměně stoupaček vody, měla by být zastavena alespoň po dobu pájení. To lze provést pomocí kousku toaletního papíru nebo ubrousku, který jej zatlačíte dovnitř potrubí. Po pájení, kdy voda protéká trubkami, ubrousek vypere a ten se dostane do hrubého filtru, aniž by to mělo negativní důsledky pro přívod vody.
Jak pájet polypropylenové trubky
Hlavní chyby při pájení polypropylenových trubek byly diskutovány výše. Podívejme se na konkrétní příklad, jak správně pájet trubky:
- Připravujeme všechny potřebné materiály a nástroje pro pájení polypropylenových trubek: páječku, řezačku trubek nebo pilu na kov, značku, trubky a tvarovky pro ně.

- Shromažďujeme páječku, nainstalujeme na ni potřebné trysky a zapneme ji do sítě, zahřejeme. Doporučuje se počkat, až se páječka dobře zahřeje a alespoň jednou vypnout. Poté můžete začít pájet polypropylenové trubky.
- Vezmeme trubku a označíme ji, kde, jak a kde bude tvarovka vypadat: ohyb, T-kus atd. Pro označení je nejlepší použít černý stavební fix. Na trubce si také uděláme značku, do jaké hloubky má tvarovka jít. To vše v budoucnu pomůže vyhnout se různým chybám spojeným s označováním potrubí.
- Nyní, když je páječka dobře zahřátá, můžete trubky pájet. K tomu je armatura poháněna na jedné straně páječky a trubka na druhé straně. Od tohoto okamžiku začíná zpráva (viz tabulka časů pro pájení polypropylenových trubek výše). Jakmile uplyne stanovený čas, musíte rychle vyjmout trubku a tvarovku z páječky a okamžitě je spojit.

- Při spojování trubky a tvarovky narovnejte tvarovku tak, aby seděla na trubce naplocho. Trubku nezasunujte do tvarovky silou, pouze ji zatlačte do předem uvedené hloubky. Pokud trubku silně zatlačíte do tvarovky, můžete tím zúžit vnitřní průměr, což je nenapravitelná chyba při pájení polypropylenových trubek. Během spojování trubky a tvarovky se také nedoporučuje posouvat tvarovku na trubce. Jednoduše řečeno: zahřátý, připojený, vyrovnán a držen v této poloze, asi 30 sekund.
To znamená, že po spojení trubky a tvarovky je nutné počkat alespoň 30-40 sekund, než plast ztvrdne. Hodně štěstí všem ve vašem snažení! Zanechte své komentáře a nezapomeňte článek sdílet. Děkuji všem.





